In this study, the influence of silicon carbide on an aluminum alloy’s yield tensile strength, ultimate tensile strength, compressive strength, tensile toughness and impact toughness were investigated. Meanwhile, the aluminum alloy specimens were exposed to the dry–wet alternations with a 3% NaCl solution
[...] Read more.
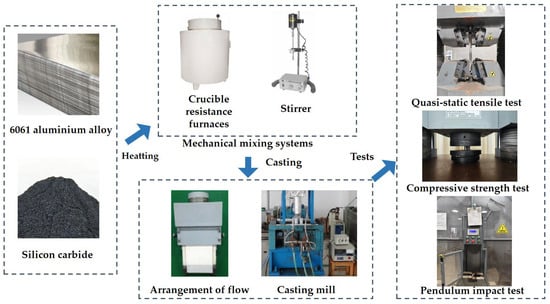
In this study, the influence of silicon carbide on an aluminum alloy’s yield tensile strength, ultimate tensile strength, compressive strength, tensile toughness and impact toughness were investigated. Meanwhile, the aluminum alloy specimens were exposed to the dry–wet alternations with a 3% NaCl solution or 3% Na
2SO
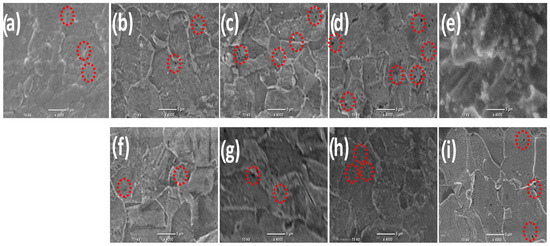
4 solution. Scanning electron microscope (SEM) photos and scanning electron microscopy energy spectra (SEM-EDS) were obtained. The results indicate that the silicon carbide with a mass ratio of 0%~8% of the total mass of the aluminum alloy can increase the yield tensile strength, the ultimate tensile strength, and the compressive strength by rates of 0%~30.4%, 0%~14.1% and 0%~13.1%. However, when the mass ratio of the silicon carbide increased from 8% to 10%, the yield tensile strength, the ultimate tensile strength and the compressive strength decreased by rates of 0%~3.2%, 0%~2.6% and 0%~0.43%. The tensile toughness and the impact toughness decreased when silicon carbide was added, with reduction rates of 0%~15.3% and 0%~12.8%. The NaCl dry–wet alternations led to decreases in the yield tensile strength, the ultimate tensile strength, the compressive strength, the tensile toughness and the impact toughness by rates of 0%~7.3%, 0%~6.7%, 0%~13.9%, 0%~12.7% and 0%~11.2%, respectively. After the Na
2SO
4 dry–wet alternations, the corresponding decreasing rates were 0%~5.1%, 0%~5.4%, 0%~1.73%, 0%~11.4% and 0%~9.7%. The addition of silicon carbide resulted in a decrease in the effect on the mechanical strength by the NaCl and Na
2SO
4 dry–wet alternations. The elements carbon, oxygen, magnesium, aluminum and silicon were observed in the aluminum alloy. The structures of the aluminum alloy with 8% silicon carbide were the highest.
Full article