Soldadura

La soldadura és la unió de dos materials, generalment metalls o termoplàstics,[1] per coalescència. En la qual les peces fusionades fonent ambdues i afegint un material de farciment, el qual té un punt de fusió menor al de la peça a soldar, per aconseguir un bany de material fos (bany de soldadura) que, en refredar-se, es converteix en una unió forta. Segons el mètode utilitzat s'exerceix pressió conjuntament amb calor, per produir la soldadura. Això diferencia la soldadura tova (en anglès Soldering) i la soldadura forta (en anglès Brazing ), que impliquen la fosa d'un material de baix punt de fusió entre peces de treball per formar un enllaç entre ells, sense fondre les peces de treball.
Moltes fonts d'energia diferents poden ser usades per a la soldadura, incloent una flama de gas, un arc elèctric, un làser, un raig d'electrons, processos de fricció o ultrasò. Per formar la unió entre dues peces de metall generalment s'utilitza un arc elèctric. Soldadures de fusió o termoplàstics es fan generalment del contacte directe amb una eina o un gas calent.
Mentre que sovint és un procés industrial, la soldadura pot ser feta en molts ambients diferents, incloent l'aire lliure, sota l'aigua i a l'espai. En qualsevol lloc, és una activitat perillosa i cal molta precaució per evitar cremades, descàrrega elèctrica, fums verinosos i la sobreexposició a la llum ultraviolada.
Fins al final del segle xix, l'únic procés de soldadura era la soldadura de farga, que els ferrers han usat per segles per ajuntar metalls escalfadors i colpejant. La soldadura a l'arc i la soldadura a gas estaven entre els primers processos a desenvolupar tardanament en el segle, seguint poc després la soldadura per resistència. La tecnologia de la soldadura va avançar ràpidament durant el principi del segle XX mentre que la Primera Guerra Mundial i la Segona Guerra Mundial van conduir la demanda de mètodes de juntura fiables i barats. Després de les guerres, van ser desenvolupades diverses tècniques modernes de soldadura, incloent mètodes manuals com la Soldadura per elèctrode revestit per arc, convertit en un dels més populars mètodes de soldadura, així com processos semiautomàtics i automàtics com ara Soldadura GMAW, soldadura d'arc submergit, soldadura d'arc amb nucli de fundent i soldadura per electroescoria. Els progressos van continuar amb la invenció de la soldadura per raig làser i la soldadura amb raig d'electrons a mitjans del segle xx. Avui en dia, la ciència continua avançant. La soldadura robotitzada està arribant a ser més corrent a les instal·lacions industrials. Els investigadors continuen desenvolupant nous mètodes i guanyant major comprensió de la qualitat i les propietats de la soldadura.
Història
[modifica]
La història de la unió de metalls es remunta a diversos mil·lennis, amb els primers exemples de soldadura des de l'edat del bronze i l'edat de ferro a Europa i l'Orient Mitjà. La soldadura va ser usada en la construcció del Pilar de Ferro a Delhi, a l'Índia, erigit prop de l'any 310 i pesa 5,4 tones mètriques.[2] L'edat mitjana va portar avenços en la soldadura de farga, amb la qual els ferrers repetidament colpejaven i escalfaven el metall fins que s'unia. El 1540, Vannoccio Biringuccio va publicar l'obre De la pirotechnia, que inclou descripcions de l'operació de forjat. Els artesans del Renaixement eren hàbils en el procés, i la indústria va continuar creixent durant els segles següents.[3] No obstant això, la soldadura va ser transformada durant el segle xix. El 1800, Sir Humphry Davy va descobrir l'arc elèctric, i els avenços en la soldadura per arc van continuar amb les invencions dels elèctrodes de metall per un rus, Nikolai Slavyanov, i un americà, C. L. Coffin a la fi dels anys 1800, fins i tot com la soldadura per arc de carbó, que usava un elèctrode de carbó, va guanyar popularitat. Al voltant de 1900, A. P. Strohmenger va llançar un elèctrode de metall recobert a Gran Bretanya, que va donar un arc més estable, i el 1919, la soldadura de corrent altern va ser inventada per C. J. Holslag, però no va arribar a ser popular per una altra dècada.[4]
La soldadura per resistència també va ser desenvolupada durant les dècades finals del segle xix. Les primeres patents van anar a Elihu Thomson el 1885, que va produir posteriors avenços durant els següents 15 anys. La soldadura de tèrmit va ser inventada el 1893, i al voltant d'aquest temps, va establir-se un altre procés, la soldadura a gas. L'acetilè va ser descobert el 1836 per Edmund Davy, però el seu ús en la soldadura no va ser pràctic fins a prop de 1900, quan va ser desenvolupat un bufador convenient.[5] Al principi, la soldadura de gas va ser un dels més populars mètodes degut a la seva portabilitat i cost relativament baix. No obstant això, a mesura que progressava el segle xx, va baixar en les preferències per a les aplicacions industrials. En gran part va ser substituïda per la soldadura d'arc, en la mesura que van continuar sent desenvolupades les cobertes de metall per a l'elèctrode, conegudes com a fon), que estabilitzen l'arc i blindada el material base de les impureses.[6]
La Primera Guerra Mundial va causar un repunt important, amb les diferents forces militars que procuraven determinar quins dels diversos processos nous. Els britànics van usar primàriament la soldadura per arc, fins i tot van construir una nau, el Fulagar, amb un casc completament soldat. Els nord-americans eren més cauts, però van començar a reconèixer els beneficis de la soldadura per arc quan van adonar-se que permetia reparar ràpidament les seves naus després dels atacs alemanys al port de Nova York al principi de la guerra. També la soldadura d'arc va ser aplicada primer als avions durant la guerra als fuselatges d'avions alemanys.[7]
Durant els anys 1920, importants avenços van ser fets com per exemple la soldadura automàtica el 1920, en la qual el filferro de l'elèctrode era alimentat contínuament. El gas de protecció va convertir-se en un tema rebent molta atenció, mentre que els científics procuraven protegir les soldadures contra els efectes de l'oxigen i del nitrogen en l'atmosfera. La porositat i la fragilitat eren els problemes primaris, i les solucions que van desenvolupar van incloure l'ús de l'hidrogen, argó, i heli com a atmosferes de soldadura.[8] Durant la següent dècada, posteriors avenços van permetre la soldadura de metalls reactius com l'alumini i el magnesi. Això, conjuntament amb l'automatització, el corrent altern i els fundents alimentar una important extensió de les aplicacions industrials durant els anys 1930 i durant la Segona Guerra Mundial.[9]
A mitjans del segle xx, van ser inventats molts mètodes nous. El 1930 va veure el llançament de la soldadura de pern, que aviat va arribar a ser popular a la fabricació de naus i la construcció. La soldadura d'arc submergit va ser inventada el mateix any, i continua sent popular avui en dia. El 1941, després de dècades de desenvolupament, la soldadura d'arc de gas tungstè va ser finalment perfeccionada, seguida el 1948 per la soldadura per arc metàl·lic amb gas: permet la soldadura ràpida de materials no ferrosos però requereix costosos gasos de blindatge. La soldadura d'arc metàl·lic blindat va ser desenvolupada durant els anys 1950, utilitza un fundent d'elèctrode consumible cobert, i es va convertir ràpidament en el més popular procés de soldadura d'arc metàl·lic. El 1957, va debutar el procés de soldadura per arc amb nucli fundent, en què l'elèctrode de filferro autoblindat podia ser usat amb un equip automàtic que accelera el procés. Aquest mateix any va ser inventada la soldadura d'arc de plasma. La soldadura per electroescoria va ser introduïda el 1958, i va ser seguida el 1961 per la soldadura per electrogen.[10]
Altres desenvolupaments recents inclouen el 1958 l'important èxit de la soldadura amb raig d'electrons, que fa possible la soldadura profunda i estreta per mitjà de la font de calor concentrada. Seguint la invenció del làser el 1960, la soldadura per raig làser va debutar diverses dècades més tard, i ha demostrat ser especialment útil en la soldadura automatitzada d'alta velocitat. No obstant això, tots dos processos continuen sent altament costosos per causa de l'alt cost de l'equip.[11]
Processos de soldadura
[modifica]
Soldadura a l'arc
[modifica]Aquests processos utilitzen una font d'alimentació per a soldadura per crear i mantenir un arc elèctric entre un elèctrode i el material base per a fondre els metalls al punt de la soldadura. Poden usar-se tant corrent continu (CC) com altern (CA), i elèctrodes consumibles o no consumibles. De vegades, la regió de la soldadura és protegida per un gas inert o semi-inert, conegut com a gas de protecció, i el material de farciment de vegades és usat també.
Fonts d'energia
[modifica]Per proveir l'energia elèctrica, poden ser utilitzades un nombre diferents de fonts d'alimentació. La classificació més comuna són les fonts d'alimentació de corrent constant i les fonts d'alimentació de voltatge constant. En la soldadura d'arc, la longitud de l'arc està directament relacionada amb el voltatge, i la quantitat d'entrada de calor està relacionada amb el corrent. Les fonts d'alimentació de corrent constant són utilitzades amb més freqüència per als processos manuals de soldadura com ara la soldadura d'arc de gas tungstè i soldadura d'arc metàl·lic blindat, perquè elles mantenen un corrent constant fins i tot mentre el voltatge varia. Això és important en la soldadura manual, ja que pot ser difícil sostenir l'elèctrode perfectament estable, i com a resultat, la longitud de l'arc i el voltatge tendeixen a fluctuar. Les fonts d'alimentació de voltatge constant mantenen el voltatge constant i varien el corrent, i com a resultat, són utilitzades més sovint per als processos de soldadura automatitzats com ara la soldadura d'arc metàl·lic amb gas, soldadura per arc de nucli fundent i la soldadura d'arc submergit. En aquests processos, la longitud de l'arc és mantinguda constant, ja que qualsevol fluctuació de la distància entre material base és ràpidament rectificat per un canvi gran en el corrent. Per exemple, si el filferro i el material base s'acosten massa, el corrent augmentarà ràpidament, el que al seu torn augmenta la calor i l'extremitat del filferro es funda, tornant-lo a la seva distància de separació original.11
El tipus de corrent utilitzat també té un paper important. Els elèctrodes de procés consumibles com els de la soldadura d'arc de metall blindat i la soldadura d'arc metàl·lic amb gas generalment usen corrent directa, però l'elèctrode pot ser carregat positivament o negativament. L'ànode carregat positivament tindrà una concentració més gran de calor, i com a resultat, canviar la polaritat de l'elèctrode té un impacte en les propietats de la soldadura. Si l'elèctrode és carregat negativament, el metall base estarà més calent, incrementant la penetració i la velocitat de la soldadura. Alternativament, un elèctrode positivament carregat resulta en soldadures més superficials.[12] Els processos d'elèctrode no consumibles, com ara la soldadura d'arc de gas tungstè, poden utilitzar qualsevol tipus de corrent directa, així com corrent altern. No obstant això, amb el corrent directe, pel fet que l'elèctrode només crea l'arc i no proporciona el material de farciment, un elèctrode positivament carregat causa soldadures superficials, mentre que un elèctrode negativament carregat fa soldadures més profundes.[13] El corrent altern es mou ràpidament entre aquests dos i dona per resultat soldadures de mitjana penetració. Una desavantatge de la CA, el fet que l'arc ha de ser reencès després de cada pas per zero, s'ha tractat amb la invenció d'unitats d'energia especials que produeixen un patró quadrat d'ona en comptes del patró normal de l'ona de si, que fan diferents passos a zero ràpids i minimitzen els efectes del problema.[14]
Processos
[modifica]
Un dels tipus més comuns és la soldadura manual amb elèctrode revestit (en anglès: SMAW, Shielded Metal Arc Welding), que també és coneguda com a soldadura manual d'arc metàl·lic (MMA) o soldadura d'elèctrode. El corrent elèctric es fa servir per crear un arc entre el material base i la vareta d'elèctrode consumible, que és d'acer i està cobert amb un fundent que protegeix l'àrea treball contra l'oxidació i la contaminació per mitjà de la producció del gas diòxid de carboni. El nucli en si mateix de l'elèctrode actua com a material de farciment, el que necessita material de farciment addicional.
El procés és versàtil i pot realitzar-se amb un equip relativament barat, que el fa adequat per a treballs de taller i de camp.[15] La formació de l'operador pot és curta. El procediment és una mica lent, ja que els elèctrodes consumibles han de ser substituïts freqüentment i perquè l'escòria, el residu del fundent, ha de ser retirada després de l'operació.[16] A més, el procés és generalment limitat a materials ferrosos, encara que amb elèctrodes especials es poden soldar ferro colat, níquel, alumini, coure i d'altres metalls.
La soldadura d'arc metàl·lic amb gas (GMAW), també coneguda com a soldadura de gas de metall inert o soldadura MIG, és un procés semiautomàtic o automàtic que fa servir una alimentació contínua de filferro com elèctrode i una barreja de gas inert o semi-inert per protegir la soldadura contra la contaminació. Com que l'elèctrode és continu, les velocitats són majors per a la GMAW que per a la SMAW. També, la mida més petit de l'arc facilita el seu ús en posicions de treball difícils a dalt o sota estructures existents.
L'equip i la seva disposició per al procés de GMAW és més complex i costós que per a la SMAW. Per tant, la GMAW és menys portable i versàtil. Per la necessitat d'un gas de blindatge separat, no és particularment adequat per al treball a l'aire lliure. No obstant això, la velocitat superior fa la GMAW més adequada en línies de producció on s'aplica a una àmplia varietat de metalls ferrosos i no ferrosos.[17]
La soldadura d'arc de nucli fundent (FCAW), fa servir un equip similar però utilitza un filferro que consisteix en un elèctrode d'acer que envolta un material de farciment en pols. Aquest material és més car que el tradicional filferro i altres pot generar fums o escòria, però fins i tot el treball es fa més ràpidament i amb una major penetració del metall.[18]
La soldadura de gas inert de tungstè (TIG) (també a vegades designada erròniament com soldadura heliarc), és un procés manual que utilitza un elèctrode de tungstè no consumible, una barreja de gas inert o semi-inert i un material de farciment separat. Especialment útil per materials fins, aquest mètode és caracteritzat per un arc estable i una soldadura d'alta qualitat, però requereix una significativa habilitat de l'operador i és un procés relativament lent.
La GTAW pot ser usada en gairebé tots els metalls soldables, encara que s'aplica més sovint a metalls d'acer inoxidable i lleugers. S'utilitza quan calen enllaços d'alta qualitat, per exemple en bicicletes, avions i aplicacions navals.[19] Un procés relacionat, la soldadura d'arc de plasma, també utilitza un elèctrode de tungstè però utilitza un gas de plasma per fer un arc més concentrat que el de la GTAW, que fa el control transversal més crític. Així generalment la tècnica es restringeix a un procés mecanitzat. A causa del seu corrent estable, pot ser usat en una gamma més àmplia de materials gruixuts que el procés GTAW. De més, és molt més ràpid. Pot ser aplicat als mateixos materials que la GTAW excepte al magnesi. S'utilitza sovint en aplicacions automatitzades per a lligar l'acer inoxidable. Una variació del procés és el tall per plasma, un eficient procés de tall d'acer.[20]
La soldadura d'arc submergit (SAW) és un mètode d'alta productivitat al qual l'arc es prem sota una capa de coberta de flux. Això augmenta la qualitat de l'arc, ja que el flux bloqueja els contaminants a l'atmosfera. L'escòria surt per si mateixa, i combinada amb l'ús d'una alimentació de filferro contínua, la velocitat de deposició de la soldadura és alta. Les condicions de treball estan molt millorades sobre altres processos, com que el flux oculta l'arc i no es produeix gaire fum. El procés és utilitzat especialment per a productes grans i per a la fabricació dels recipients de pressió.[21] Altres processos de soldadura d'arc inclouen la soldadura d'hidrogen atòmic, la soldadura d'arc de carboni, la soldadura de electroescoria, la soldadura per electrogen, i la soldadura d'arc de pern.
Soldadura a gas
[modifica]
El procés més comú de soldadura a gas és la soldadura oxiacetilènica, també coneguda com a autògena o oxi-combustible. És un dels més vells i més versàtils processos, però en anys recents s'ha desestimat en aplicacions industrials, excepte per a soldar canonades i tubs o treballs de reparació. L'equip és relativament barat i simple. La combustió de l'acetilè i l'oxigen produeix una flama de soldadura de prop de 3.100 °C. Com que la flama és menys concentrada que un arc elèctric, causa un refredament més lent de l'enllaç, el que pot conduir a grans tensions residuals i distorsions, encara que facilita la soldadura d'acers d'alt aliatge. Un procés semblant, generalment anomenat tall d'oxicombustible, es fa servir per tallar els metalls.[6] Altres mètodes com la soldadura d'acetilè i aire, soldadura d'hidrogen i oxigen, i soldadura de gas a pressió són molt similars, només es canvia el tipus de gasos. Una torxa d'aigua de vegades s'utilitza per a la soldadura de precisió d'articles com joieria. S'usa també en la soldadura de plàstic, encara que la substància escalfada és l'aire, i les temperatures són molt més baixes.
Soldadura per resistència
[modifica]La soldadura per resistència implica la generació de calor passant corrent a través de la resistència causada pel contacte entre dos o més superfícies de metall. Es formen petits bassals de metall fos en l'àrea de soldadura a mesura que l'elevada corrent (1.000-100.000 A) passa a través del metall. Els mètodes de la soldadura per resistència són eficients i causen poca contaminació, però les seves aplicacions són bastant limitades i el cost de l'equip pot ser elevat.

La soldadura per punts n'és una variant, usada per ajuntar fulles de metall solapades de fins a 3 mm de gruix. Dos elèctrodes són usats simultàniament per a subjectar les fulles de metall juntes i per passar corrent a través de les fulles. Els avantatges del mètode inclouen l'ús eficient de l'energia, poca deformació de la peça de treball, altes velocitats de producció, fàcil automatització, i el no requeriment de materials de farciment. La força de l'enllaç és perceptiblement més baixa que amb altres mètodes. S'utilitza extensivament en la indústria d'automòbils. Un automòbil mitjà pot tenir diversos milers de punts soldats, aplicats per robots industrials. Un procés especialitzat, anomenat soldadura de xoc, s'utilitza per a l'acer inoxidable.
Com que la soldadura de punt, la de costura confia en dos elèctrodes que aplicar la pressió i el corrent per ajuntar fulles de metall. No obstant això, en comptes d'elèctrodes de punt, els elèctrodes amb forma de roda, roden al llarg i sovint alimenten la peça de treball, per a fer enllaços continus i llargs. Al passat, s'utilitzava en la fabricació de llaunes de begudes, però ara els seus aplicacions són més limitades. Altres variants són la soldadura de Flaix, la soldadura de projecció, i la soldadura de bolcat.
Soldadura per raig d'energia
[modifica]Els mètodes per raig d'energia, anomenats soldadura per raig làser i soldadura amb raig d'electrons, són processos relativament nous que han arribat a ser absolutament populars en aplicacions d'alta producció. Els dos processos principalment es diferencien per la seva font d'energia. La soldadura de raig làser empra un raig làser altament enfocat, mentre que la soldadura de raig d'electrons és feta en un buit i fa servir un feix d'electrons. Ambdues tenen una molt alta densitat d'energia, fan possible una penetració de soldadura profunda i minimitzen la mida de l'àrea soldada. Ambdós processos són extremadament ràpids, i són fàcils d'automatitzar. Els desavantatges primàries són el cost de l'equip (tot i que aquests s'està baixant) i una susceptibilitat a esquerdar-se. Els desenvolupaments en aquesta àrea inclouen la soldadura de làser híbrid, que utilitza el raig làser i l'arc per a fins i tot millors propietats de l'enllaç.[22]
Soldadura d'estat sòlid
[modifica]Com el procés més antic, la soldadura de farga, alguns mètodes moderns no impliquen fosa dels materials que són ajuntats. Un dels més populars, la soldadura ultrasònica, és usada per a connectar fulles o filferros fins de metall o termoplàstics, fa vibrar els materials en alta freqüència i sota alta pressió. L'equip i els mètodes implicats són similars als de la soldadura per resistència, però en comptes de corrent elèctric, la vibració proporciona la font d'energia. Soldar metalls amb aquest procés no implica la seva fosa. Quan s'estan soldant plàstics, els materials han de tenir similars temperatures de fusió, i les vibracions són introduïdes verticalment. La soldadura ultrasònica s'usa per fer connexions elèctriques d'alumini o coure, així com per lligar polímers.
Un altre procés comú, la soldadura explosiva, implica ajuntar materials empenyent-los junts sota una pressió extremadament alta. L'energia de l'impacte plastifica els materials, i forma una soldadura, encara que només una limitada quantitat de calor sigui generada. El procés és utilitzat lligar dos materials diferents, com l'alumini amb acer en nuclis de naus o plaques compostes. Altres processos de soldadura d'estat sòlid inclouen la soldadura de coextrusió, la soldadura en fred, la soldadura de difusió, la soldadura per fricció, la soldadura per alta freqüència, la soldadura per pressió calenta, la soldadura per inducció, i la soldadura de corró.[23]
Geometria
[modifica]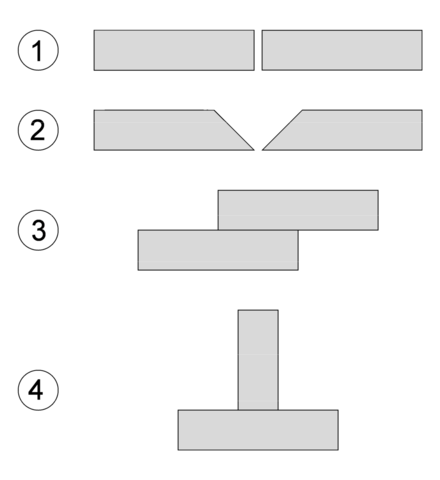
(1) juntura per testa quadrat
(2) juntura per testa en-V
(3) juntura solapada
(4) juntura en-T.
Les soldadures poden ser preparades geomètricament de moltes maneres diferents. Els cinc tipus bàsics de juntures de soldadura són la juntura d'extrem, la juntura de falda, la juntura de cantonada, la juntura de vora, i la juntura-T. Hi ha altres variacions, com ara la preparació de juntures doble-V, caracteritzades per les dues peces de material cadascuna que es lliguen a un sol punt central en la meitat de la seva alçada. La preparació de juntures sol-U i doble-U són també força comuns-en lloc de tenir vores rectes com la preparació de juntures sol-V i doble-V, elles són corbades, tenint la forma d'una U. Les juntures de falda també són comunament més que dues peces gruixudes que depenen del procés utilitzat i del gruix del material, moltes peces poden ser soldades juntes en una geometria de juntura de falda.[24]
Sovint, certs processos de soldadura fan servir exclusivament o quasi exclusivament dissenys de juntura particulars. Per exemple, la soldadura de punt de resistència, la de raig làser i la de raig d'electrons són realitzades més freqüentment amb juntures de falda. No obstant això, altres mètodes com la soldadura per arc de metall blindat, són extremadament versàtils i poden realitzar qualsevol tipus de juntura. Addicionalment, alguns processos poden ser usats per fer soldadures multipàs, en què es permet refredar una soldadura, i llavors una altra soldadura és realitzada sobre de la primera. Això permet, per exemple, la soldadura de seccions gruixudes disposades en una preparació de juntura sol-V.[25]

Després de soldar, un nombre de diferents regions poden ser identificades en l'àrea de la soldadura. La soldadura en si mateixa és anomenada la zona de fusió-més específicament, aquesta és on el metall de farciment va ser posat durant el procés. Les propietats de la zona de fusió depenen primàriament del metall de farciment, i la seva compatibilitat amb els materials base. És envoltada per la zona afectada de calor, l'àrea que va tenir la seva microestructura i propietats alterades per la soldadura. Aquestes propietats depenen del comportament del material base quan està subjecte a la calor. El metall en aquesta àrea és sovint més feble que el material base i la zona de fusió, i és també on són trobades les tensions residuals.[26]
Qualitat
[modifica]La mesura principal de la qualitat d'una soldadura és la seva fortalesa i la fortalesa del material al voltant d'ella. Molts factors diferents influeixen en això, incloent-hi el mètode de soldadura, la quantitat i la concentració de l'entrada de calor, el material base, el material de farciment, el material fundent, el disseny de l'acoblament i les interaccions entre tots aquests factors. Per provar la qualitat es fan tant assajos no destructius com assajos destructius, per verificar que l'absència de defectes, un nivell acceptable de tensions i distorsió residuals, i les propietats de la zona afectada per la calor segons les normes tècniques, codis i especificacions internacionals. No tots els metalls són adequats per a la soldadura, i no tots els metalls de farciment s'acomoden bé amb materials base corrents.
Zona afectada per la calor
[modifica]
Els efectes de soldar poden ser perjudicials per al material envoltant la soldadura. Depenent dels materials usats i l'entrada de calor del procés usat, la zona afectada per la calor (ZAT) pot variar en grandària i fortalesa. La difusivitat tèrmica del material base és molt important - si la difusivitat és alta, la velocitat de refredament del material és alta i la ZAT és relativament petita. Inversament, una difusivitat baixa condueix a un refredament més lent i a una ZAT més ample. La quantitat de calor injectada també té un paper important, ja que els processos com la soldadura oxiacetilènica tenen una entrada de calor no concentrat i augmenten la mida de la zona afectada. Els processos com la soldadura per raig làser tenen una quantitat altament concentrada i limitada de calor, el que resulta en una zona afectada menor. La soldadura d'arc cau entre aquests dos extrems, amb els processos individuals variant una mica en entrada de calor.[27][28] Per calcular la calor per als procediments de soldadura d'arc, pot ser usada la següent fórmula:
on
- Q = entrada de calor (kJ/mm),
- V = voltatge (V),
- I = corrent (A), i
- S = velocitat de la soldadura (mm/min)
El rendiment depèn del procés: la soldadura d'arc de metall revestit té un valor de 0,75, la soldadura per arc metàl·lic amb gas i la soldadura d'arc submergit, 0,9, i la soldadura d'arc de gas tungstè, 0,8.[29]
Distorsió i esquerdament
[modifica]Els mètodes de soldadura que impliquen fondre el metall en el lloc de l'entroncament són necessàriament propensos a la contracció a mesura que el metall escalfat es refreda. Al seu torn, la contracció pot introduir tensions residuals i tant distorsió longitudinal com rotatòria. La distorsió pot plantejar un problema important, ja que el producte final no té la forma desitjada. Per alleujar la distorsió rotatòria, les peces de treball poden ser compensades, de manera que la soldadura doni lloc a una peça correctament formada.[30] Altres mètodes de limitar la distorsió, com afermar en el lloc les peces de treball amb abraçadores, causa l'acumulació de la tensió residual a la zona afectada per la calor del material base. Aquestes tensions poden reduir la força del material base, i poden conduir a la falla catastròfica per esquerdament en fred, com en el cas de diversos accidents en els vaixells del tipus Liberty. L'esquerdament en fred està limitat als acers, i fa referència a la formació del martensita mentre que la soldadura es refreda. L'esquerdament passa a la zona afectada per la calor del material base. Per a reduir la quantitat de distorsió i estrès residual, la quantitat d'entrada de calor ha de ser limitada, i la seqüència de soldadura utilitzada no ha de ser d'un extrem directament a l'altre, sinó fent passades en petits segments. L'altre tipus d'esquerdament, l'esquerdament en calent o esquerdament de solidificació, pot passar en tots els metalls, i passa a la zona de fusió de la soldadura. Per a disminuir la probabilitat d'aquest tipus d'esquerdament, ha de ser evitat l'excés de material restringit, i ha de ser usat un material de farciment (o aportació) apropiat.[31]
Acers
[modifica]La soldabilitat d'acers és inversament proporcional a la seva trempabilitat, que mesura la probabilitat de formar martensita. La trempabilitat de l'acer depèn de la seva composició química, amb grans quantitats de carboni i d'altres elements d'aliatge resultant en major trempabilitat i per tant una soldabilitat menor. Per poder jutjar els aliatges composts de molts materials diferents, es fa servir la mesura del contingut equivalent de carboni per comparar les soldabilitats relatives de diferents aliatges en comparar les seves propietats a un acer al carboni simple. L'efecte sobre la soldabilitat d'elements com el crom i el vanadi, mentre que no és tan gran com el del carboni, és superior a la del coure i el níquel. A mesura que s'eleva el contingut equivalent de carboni, la soldabilitat de l'aliatge decreix.[32] El desavantatge d'usar simple carboni i acers de baix aliatge és la seva menor resistència - hi ha una compensació entre la resistència del material i la soldabilitat. Els acers d'alta resistència i baix aliatge van ser desenvolupats especialment per als usos en la soldadura durant els anys 1970, i aquests materials, generalment fàcils de soldar tenen bona resistència.[33]
A causa del seu alt contingut de crom, els acers inoxidables es comporten d'una manera diferent a altres acers respecte a la soldabilitat. Els graus austenítics dels acers inoxidables tendeixen a ser més soldables, però són susceptibles a la distorsió a causa del seu alt coeficient d'expansió tèrmica. Alguns aliatges d'aquest tipus són propenses a esquerdar-se i també a tenir una reduïda resistència a la corrosió. Si no està controlada la quantitat de ferrita en la soldadura és possible l'esquerdament calent. Per alleujar el problema, es fa servir un elèctrode que diposita un metall de soldadura que conté una quantitat petita de ferrita. Altres tipus d'acers inoxidables, com ara els acers inoxidables ferrítics i martensítics, no són fàcilment soldables, i sovint han de ser preescalfat i soldats amb elèctrodes especials.[34]
Alumini
[modifica]La soldabilitat dels aliatges d'alumini varia significativament depenent de la composició química de l'aliatge usada. Els aliatges d'alumini són susceptibles a l'esquerdament calenta, i per combatre el problema dels soldadors augmenten la velocitat de la soldadura per reduir l'aportació de calor. El preescalfament redueix el gradient de temperatura a través de la zona de soldadura i per tant ajuda a reduir l'esquerdament calent, però pot reduir les característiques mecàniques del material base i no ha de ser usat quan el material base està restringit. El disseny de l'entroncament també pot canviar-se, i pot seleccionar un aliatge de farciment més compatible per a disminuir la probabilitat de l'esquerdament calenta. Els aliatges d'alumini també han de ser netejats abans de la soldadura, amb l'objecte de treure tots els òxids, olis, i partícules soltes de la superfície de treball. Això és particularment important a causa de la susceptibilitat d'una soldadura d'alumini a la porositat a causa del hidrogen i la escòria a causa del oxigen.[35]
Condicions inusuals
[modifica]
Encara que moltes aplicacions es duen a terme en ambients controlats com fàbriques i tallers de reparacions, alguns processos s'usen amb freqüència en condicions més difícils, com a l'aire obert, sota l'aigua i a l'espai. A l'aire lliure, com ara la construcció i la reparació, la soldadura d'arc de metall blindat és el procés més comú. Els processos que utilitzen gasos inerts són problemàtics en aquest ambient, perquè moviments atmosfèrics impredictibles poden donar lloc a una soldadura fallida. La soldadura d'arc de metall blindat, la d'arc amb nucli de fundent i d'arc de gas wolframi poden aplicar-se en àmbits subaquàtics: la construcció i la reparació de naus, plataformes fora de la costa i canonades. També és possible soldar a l'espai, com van provar per primera vegada el 1969 cosmonautes russos, que van dur a terme experiments de soldadura d'arc de metall blindat, d'arc de plasma, i de feix d'electrons en un ambient despressuritzat. Avui en dia els investigadors continuen desenvolupant mètodes per a usar altres processos en l'espai, com la soldadura de raig làser, per resistència, i per fricció. Els avenços tècnics semblen condicions preliminars indispensables per a projectes com la construcció de l'Estació Espacial Internacional, per al qual caldria ajuntar en l'espai les parts manufacturades a la Terra.[36]
Seguretat
[modifica]La soldadura necessita una protecció apropiada, per tal d'evitar riscos de lesió, de malalties professionals o mort. El risc de cremades o electrocució és significatiu pel fet que molts procediments impliquen un arc elèctric o flama oberts. Per prevenir, les operadors han d'utilitzar roba de protecció calçat homologat, guants de cuir gruixuts i jaquetes protectores de mànigues llargues per evitar l'exposició a les espurnes, la calor i les flames. A més, l'exposició a la brillantor la llum ultraviolada de l'àrea de la soldadura sense protecció produeix una lesió ocular anomenat queratitis, una inflamació de la còrnia que pot cremar les retines en no utilitzar les ulleres protectores, els cascs i caretes amb filtres de vidre fosc. Per protegir els espectadors, la llei de seguretat en el treball exigeix que s'utilitzin mampares o cortines translúcides que envoltin l'àrea de treball. Aquestes cortines, fetes d'una pel·lícula plàstica de clorur de polivinil, protegeixen els treballadors propers de l'exposició a la llum UV, però no han de ser usades per a reemplaçar el filtre de vidre dels cascs i caretes del soldador.[37]
Sovint els soldadors també estan exposats a gasos tòxics i a partícules fines suspeses en l'aire. En diversos procediments es produeix fum carregat de partícules de d'òxids, que entre d'altres poden produir síndromes com febre del vapor metàl·lic. Partícules més petites augmenten la toxicitat dels vapors. A més, molts processos produeixen vapors i gasos, tal com diòxid de carboni, ozó i metalls pesants, tòxics sense ventilació i protecció apropiats. Per a aquest tipus de treballs, se sol portar mascareta per partícules. A causa de l'ús de gasos comprimits i flames, en molts processos de soldadura es planteja un risc d'explosió i de foc. Com a precaució es limita la concentració d'oxigen i la presència de materials combustibles al lloc de treball.[37]
Tipus de soldadura
[modifica]- Soldadura TIG
- Soldadura MAG
- Soldadura MIG
- Soldadura a l'arc
- Soldadura en fred
- Soldadura per explosió
- Soldadura per fricció
- Soldadura per fusió
- Soldadura a gas
- Soldadura per inducció
- Soldadura mixta
- Soldadura per plasma
- Soldadura per punts
- Soldadura per xoc
- Soldadura per raig d'electrons
- Soldadura per raig làser
- Soldadura ultrasònica
- Soldadura aluminotèrmica
- Soldadura GMAW
- Soldadura sense plom
- Soldadura oxiacetilènica
- Soldadura tova
Especificacions de soldadura
[modifica]Referències
[modifica]- ↑ «Soldadura». Gran Enciclopèdia Catalana. Barcelona: Grup Enciclopèdia Catalana.
- ↑ Cary and Helzear, p 4
- ↑ Lincoln Electric, p 1.1-1
- ↑ Cary and Helzear, p 5/6
- ↑ Cary and Helzear, p 6
- ↑ 6,0 6,1 Weman, p 26
- ↑ Lincoln Electric, p 1.1-5
- ↑ Cary and Helzear, p 7
- ↑ Lincoln Electric, P 1.1 -6
- ↑ Cary and Helzear, p 9
- ↑ Lincoln Electric, 1.1-10
- ↑ Kalpakjian i Schmid, p 780
- ↑ Lincoln Electric, p 5.4-5
- ↑ Weman, p 16
- ↑ Cary and Helzear, p 103
- ↑ Weman, p 63
- ↑ Lincoln Electric, p 5.4-3
- ↑ Weman, p 53
- ↑ Weman, p 31
- ↑ Weman, p 37-38
- ↑ Weman, p 68
- ↑ Weman, p 95-101
- ↑ Weman, p 89-90
- ↑ Hicks, p 52-55
- ↑ Cary and Helzear, p 19, 103, 206
- ↑ Cary and Helzear, p 401-04
- ↑ Lincoln Electric, p 6.1-5-6.1-6
- ↑ Kalpakjian and Schmid, p 821-22
- ↑ Weman, p 5
- ↑ Weman, p 7/8
- ↑ Cary and Helzear, p 404-05
- ↑ Lincoln Electric, p 6.1-1
- ↑ Lincoln Electric, p 6.1-14-6.1-19
- ↑ Lincoln Electric, p 7.1-9-7.1-13
- ↑ Lincoln Electric, p 9/1 -1-9.1-6
- ↑ Cary and Helzear, p 677-83
- ↑ 37,0 37,1 Cary and Helzear, p 42, 49-51
Bibliografia
[modifica]- ASM International (2003). Trends in Welding Research . Materials Park, Ohio: ASM International. ISBN 0-87170-780-2
- Blunt, Jane and Nigel C. Balchin (2002). Health and Safety in Welding and Allied Processes . Cambridge: Woodhead. ISBN 1-85573-538-5.
- Cary, Howard B. and Scott C. Helzear (2005). Modern Welding Technology . Upper Saddle River, Nova Jersey: Pearson Education. ISBN 0-13-113029-3.
- Hicks, John (1999). Weld Joint Design . Nova York: Industrial Press. ISBN 0-8311-3130-6.
- Kalpakjian, SEROP and Steven R. Schmid (2001). Manufacturing Engineering and Technology . Prentice Hall. ISBN 0-201-36131-0.
- Lincoln Electric (1994). The Procedure Handbook of Arc Welding . Cleveland: Lincoln Electric. ISBN 99949-25-82-2.
- Weman, Klas (2003). Welding processes handbook . New York: CRC Press LLC. ISBN 0-8493-1773-8.
- (castellà) Hernández Riesco, Germán. Manual del Soldador, Madrid 2006. ISBN 978-84-934316-1-7.
Enllaços externs
[modifica]- Soldadura (castellà)
- Protecció respiratòria en feines de soldadura (castellà)
| Soldadura per arc |  | |
|---|---|---|
| Altres processos | Soldadura aluminotèrmica · Soldadura oxiacetilènica · Soldadura per fricció · Soldadura per punts · Soldadura per feix d'electrons · Soldadura per raig làser · Soldadura ultrasònica · Soldadura tova o d'estany · Soldadura sense plom · Soldadura per ona · Ball grid array · Soldadura autògena · Soldadura per explosió · Soldadura per fusió · Soldadura per difusió | |
| Equipament i materials | ||