




















































Rope handbook
- 1. WIRE ROPE USHA MARTIN LIMITED 2A, Shakespeare Sarani, Kolkata 700 071, India Phone : 00 91 33 2282 3985, 39800300, Fax : 00 91 33 39800500/400 E mail : exports@ushamartin.com www.ushamartin.com
- 2. FOREWORD Usha Martin Limited is a Speciality Steel and Steel product focused group with diverse product range in both steel as well as wire rope. It is one of the largest wire rope manufacturer in the world. It is also the only wire rope company in the world that has a totally integrated business model to convert iron-ore into steel wire ropes as well as build its own wire-drawing and rope-making machinery. The steel wire ropes ranges from 1.5 mm to 140mm in size, 1370 to 2160 N/mm2 in grade and encompassing all constructions and all configurations like Non-Compacted, Compacted, Plasticated, Flattened Strand, Locked Coil ropes and slings. Usha Martin ropes conforms to all specifications in the world, viz. ISO, DIN, BS, IS, API, EN, AS, GOST, JIS and approved by all leading organisations, viz. ABS, API, DNV, LLOYDS, NKK. Usha Martin’s rope works is one of the cleanest in the world accreditated with TPM excellence award from Japan Institute of Plant Maintenance. It is one of the very few companies that has approval by OTIS for its worldwide Elevator rope supply. No part of this Book may be reproduced, scanned, stored in a retrieval system or Usha Martin Steel wire ropes finds place in every transmitted in any form or by any means, electronic, mechanical, photocopying, recording corner of the Globe and has presence in almost all or otherwise, or reproduced on or by any disc, tape, perforated media or any other storage device or method without the permission in writing from Usha Martin Limited. application of ropes.
- 3. WIRE ROPE BASICS
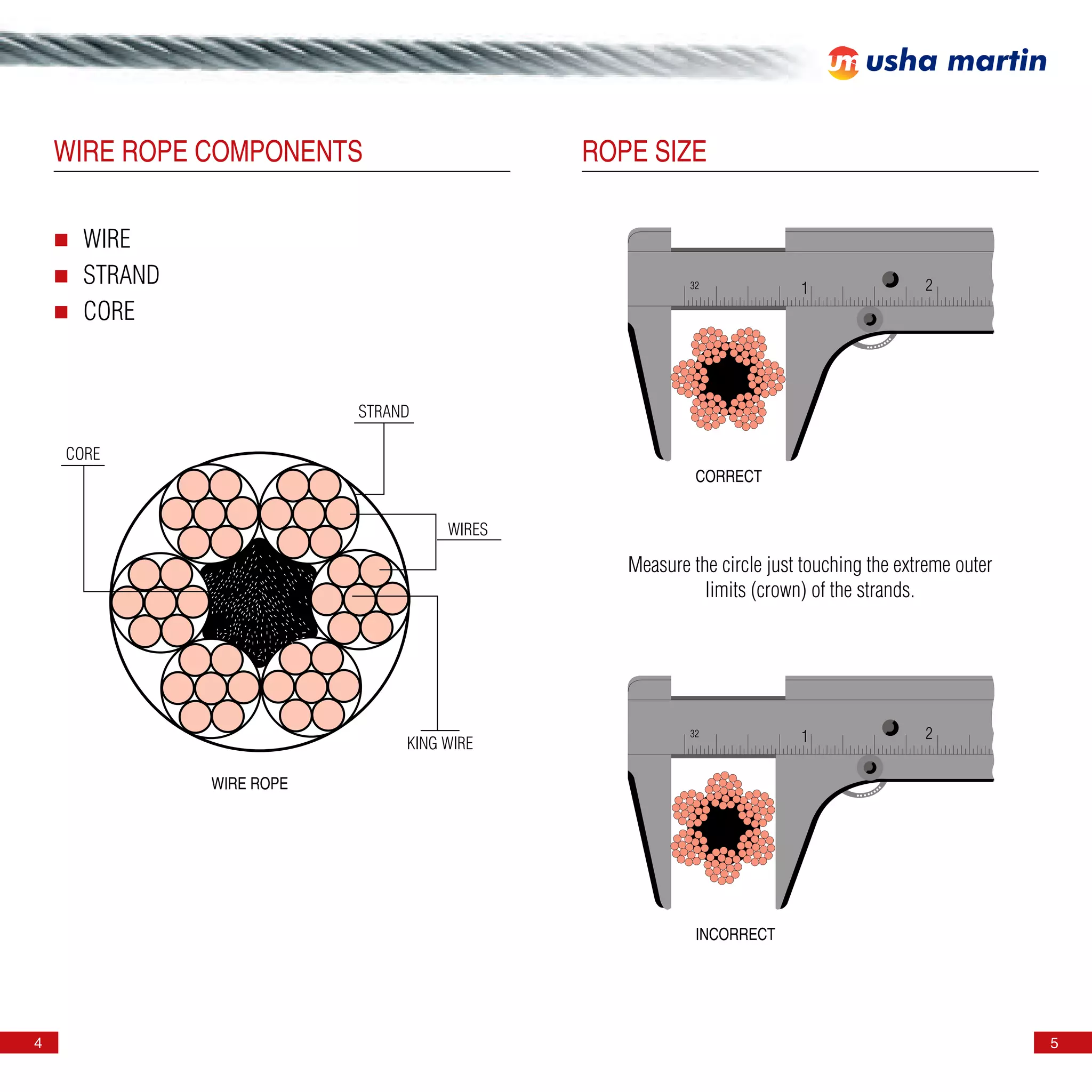
- 4. WIRE ROPE COMPONENTS ROPE SIZE n WIRE n STRAND 32 1 2 n CORE STRAND CORE CORRECT WIRES Measure the circle just touching the extreme outer limits (crown) of the strands. 32 1 2 KING WIRE WIRE ROPE INCORRECT 4 5
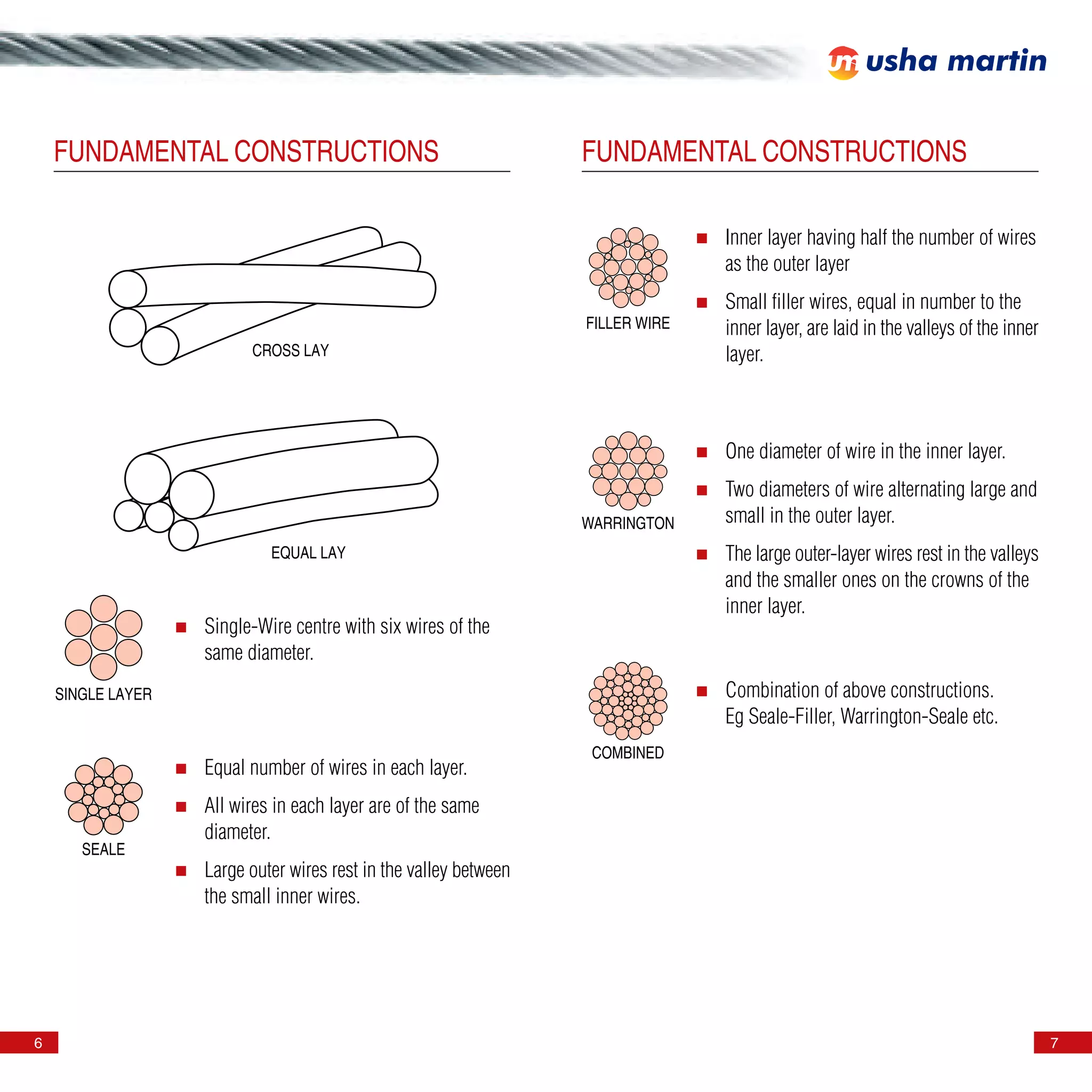
- 5. FUNDAMENTAL CONSTRUCTIONS FUNDAMENTAL CONSTRUCTIONS n Inner layer having half the number of wires as the outer layer n Small filler wires, equal in number to the FILLER WIRE inner layer, are laid in the valleys of the inner CROSS LAY layer. n One diameter of wire in the inner layer. n Two diameters of wire alternating large and WARRINGTON small in the outer layer. EQUAL LAY n The large outer-layer wires rest in the valleys and the smaller ones on the crowns of the inner layer. n Single-Wire centre with six wires of the same diameter. SINGLE LAYER n Combination of above constructions. Eg Seale-Filler, Warrington-Seale etc. COMBINED n Equal number of wires in each layer. n All wires in each layer are of the same diameter. SEALE n Large outer wires rest in the valley between the small inner wires. 6 7
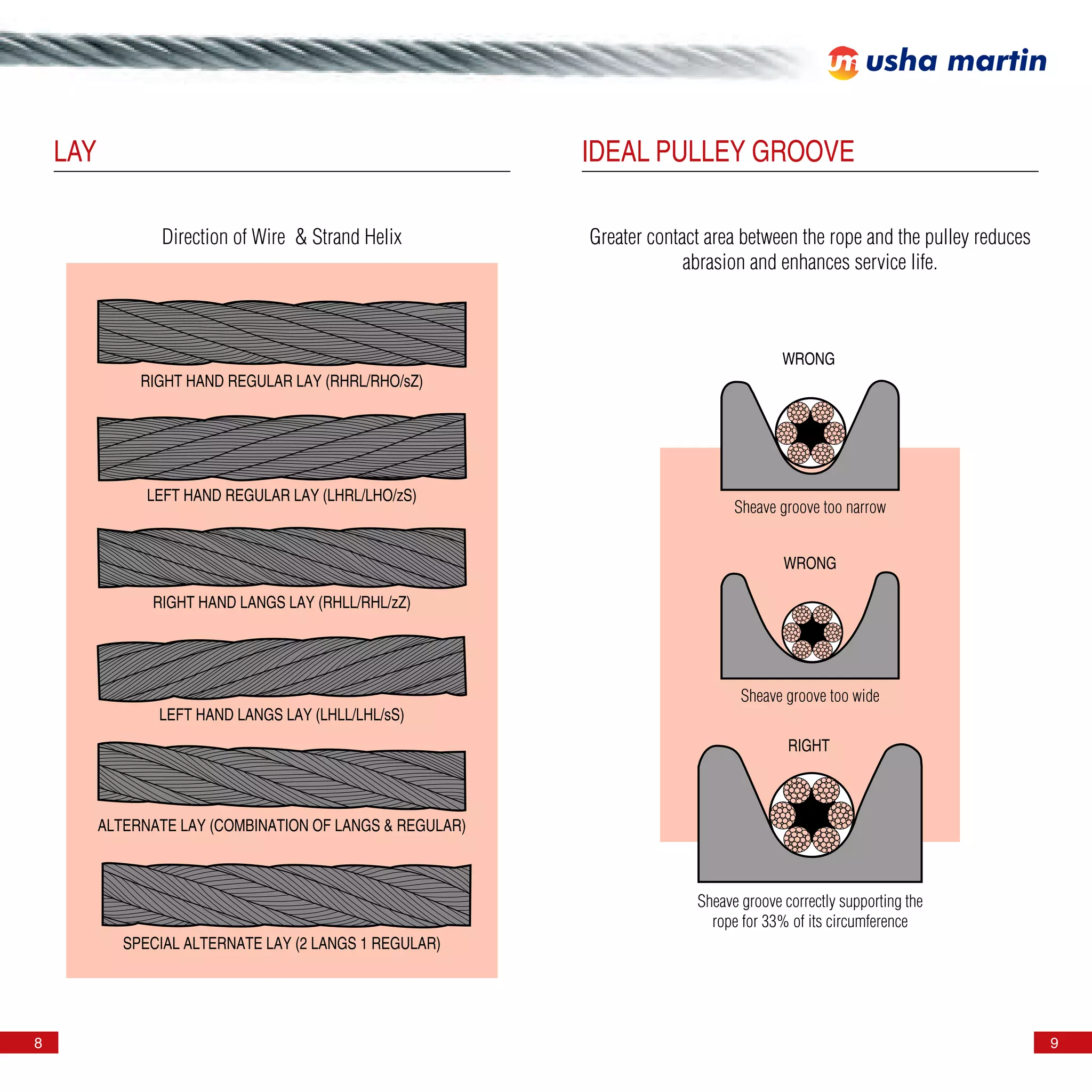
- 6. LAY IDEAL PULLEY GROOVE Direction of Wire & Strand Helix Greater contact area between the rope and the pulley reduces abrasion and enhances service life. WRONG RIGHT HAND REGULAR LAY (RHRL/RHO/sZ) LEFT HAND REGULAR LAY (LHRL/LHO/zS) Sheave groove too narrow WRONG RIGHT HAND LANGS LAY (RHLL/RHL/zZ) Sheave groove too wide LEFT HAND LANGS LAY (LHLL/LHL/sS) RIGHT ALTERNATE LAY (COMBINATION OF LANGS & REGULAR) Sheave groove correctly supporting the rope for 33% of its circumference SPECIAL ALTERNATE LAY (2 LANGS 1 REGULAR) 8 9
- 7. PULLEY / ROPE BENDING RATIO (D/d RATIO) Sl. D : d Ratio Construction No. Recommended Minimum Rope Dia (d) 1 6x7 (6-1) 64 42 2 6x19S (9-9-1) 48 32 3 6x26SW (10-5+5-5-1) 45 30 4 6x25F (12-6F-6-1) 39 26 5 6x31SW (12-6+6-6-1) 39 26 6 6x37SF (12-12-6F-6-1) 39 26 7 6x36SW (14-7+7-7-1) 33 22 8 6x43SF (14-14-7F-7-1) 33 22 9 6x50SFS (14-14-7F-7-7-1) 33 22 10 6x41SW (16-8+8-8-1) 30 20 11 6x49SW (16-8+8-8-8-1) 30 20 12 6x49SF (16+16+8F-8-1) 30 20 13 6x46SW (18-9+9-9-1) 27 18 14 6x52SW (18-9+9-9/6-1) 27 18 Sheave Dia (D) 15 6x55SF (18-18-9F-9/6-1) 27 18 16 8x19S (9-9-1) 39 26 17 8x26SW (10-5+5-5-1) 36 24 18 8x25F (12-6F-6-1) 33 22 19 8x31SW (12-6+6-6-1) 33 22 20 8x37SF (12-12-6F-6-1) 33 22 21 8x36SW (14-7+7-7-1) 29 19 22 8x50SFS (14-14-7F-7-7-1) 29 19 23 17x7 (11:6-1) 52 34 24 18x7 (12:6-FC) 52 34 25 19x7 (12:6-1) 52 34 26 34x7 (17:11/6-FC) 45 30 27 35x7 (16:6+6-6-1) 61 40 Note: 28 6x25FS (12/12/ ) 48 32 The ratios are based on Max. rope speed of 60 meters/ min. For each 29 6x8FS (7/ ) 73 48 increase of 30 mtrs/min. in excess of 60 meters per min., add 5% to the 30 6x28FS (15/12/ ) 45 30 drum diameter. 31 Locked Coil Winding Rope 152 100 10 11
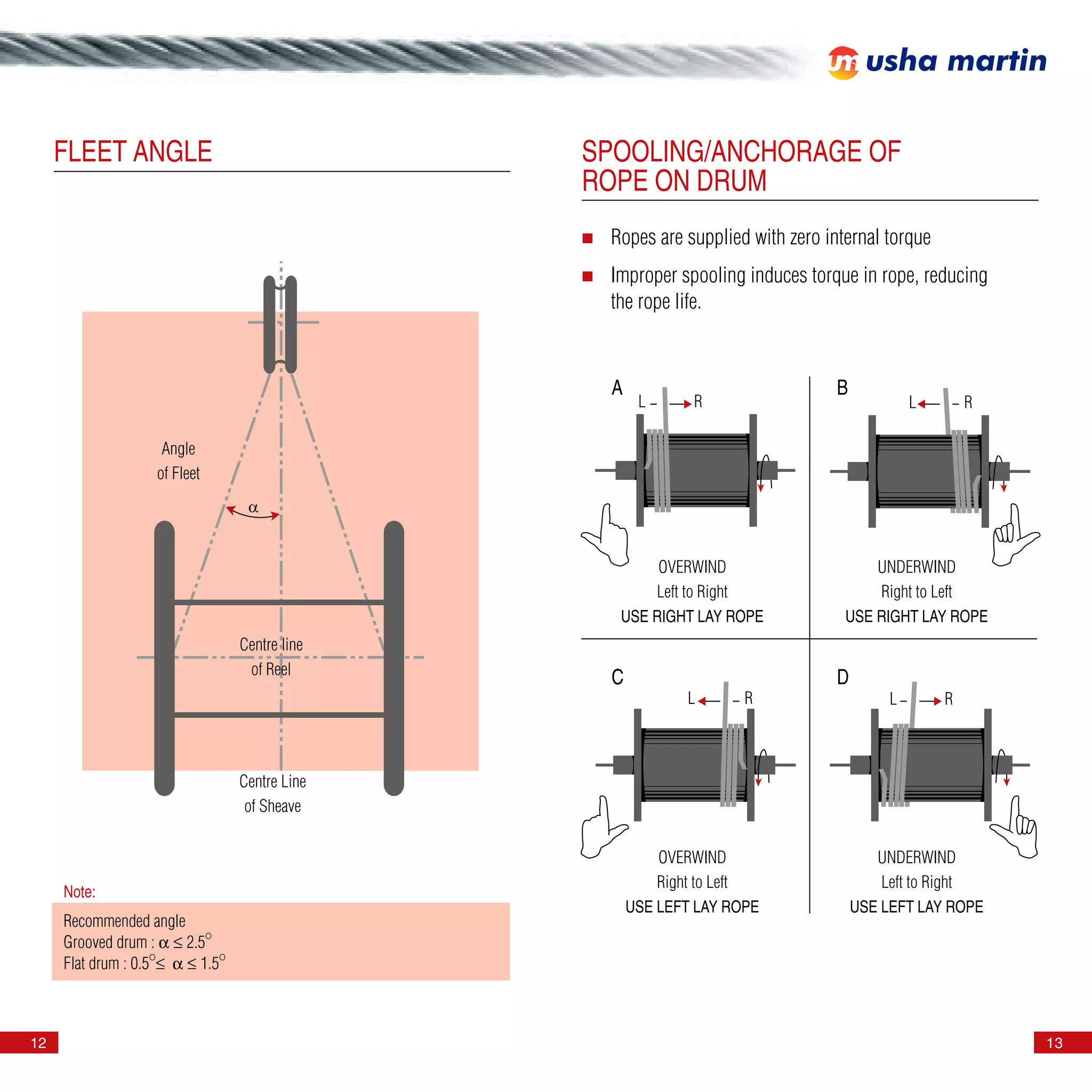
- 8. FLEET ANGLE SPOOLING/ANCHORAGE OF ROPE ON DRUM n Ropes are supplied with zero internal torque n Improper spooling induces torque in rope, reducing the rope life. A B L R L R Angle of Fleet OVERWIND UNDERWIND Left to Right Right to Left USE RIGHT LAY ROPE USE RIGHT LAY ROPE Centre line of Reel C D L R L R Centre Line of Sheave OVERWIND UNDERWIND Right to Left Left to Right Note: USE LEFT LAY ROPE USE LEFT LAY ROPE Recommended angle Grooved drum : α ≤ 2.5 O Flat drum : 0.5 ≤ α ≤ 1.5 O O 12 13
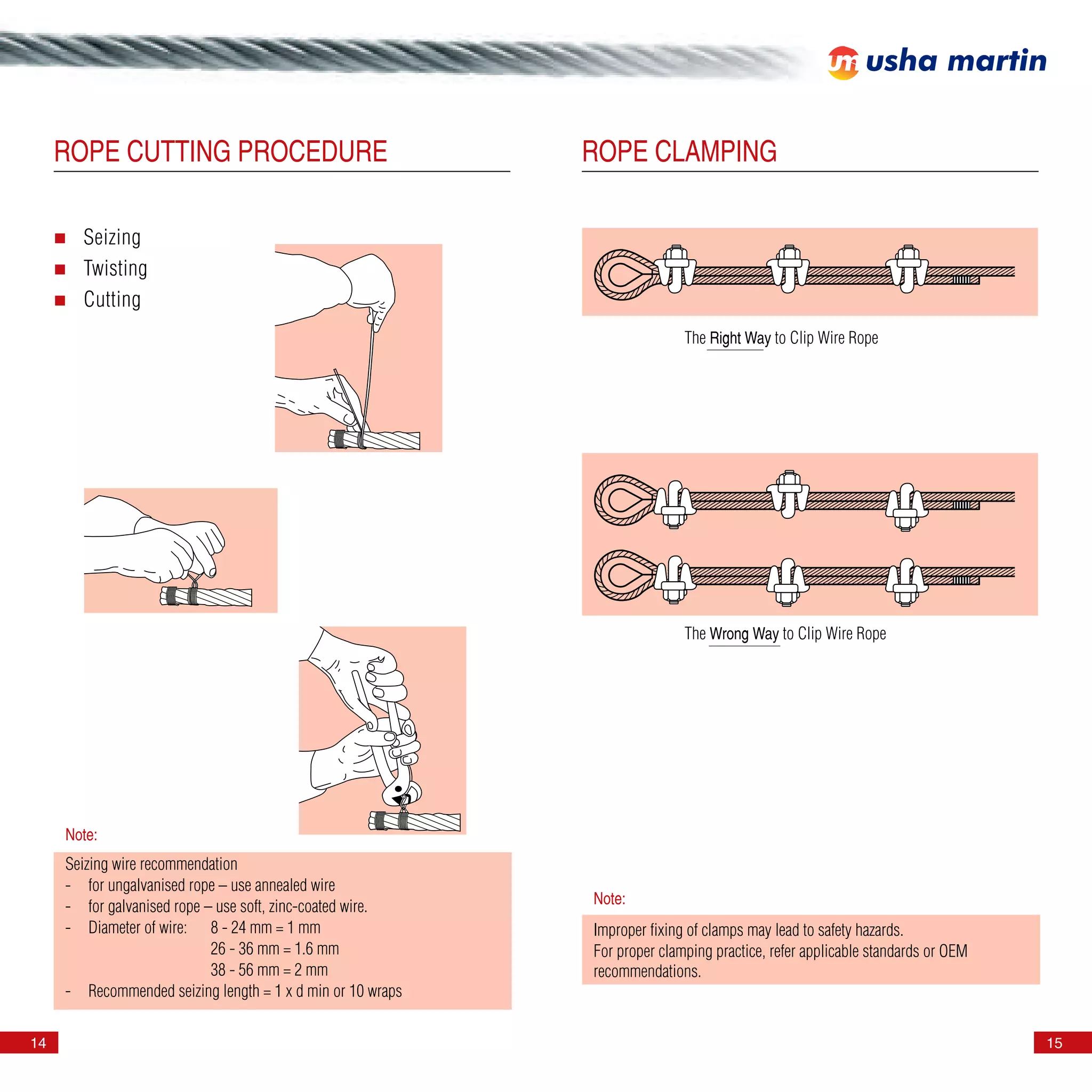
- 9. ROPE CUTTING PROCEDURE ROPE CLAMPING n Seizing n Twisting n Cutting The Right Way to Clip Wire Rope The Wrong Way to Clip Wire Rope Note: Seizing wire recommendation - for ungalvanised rope – use annealed wire - for galvanised rope – use soft, zinc-coated wire. Note: - Diameter of wire: 8 - 24 mm = 1 mm Improper fixing of clamps may lead to safety hazards. 26 - 36 mm = 1.6 mm For proper clamping practice, refer applicable standards or OEM 38 - 56 mm = 2 mm recommendations. - Recommended seizing length = 1 x d min or 10 wraps 14 15
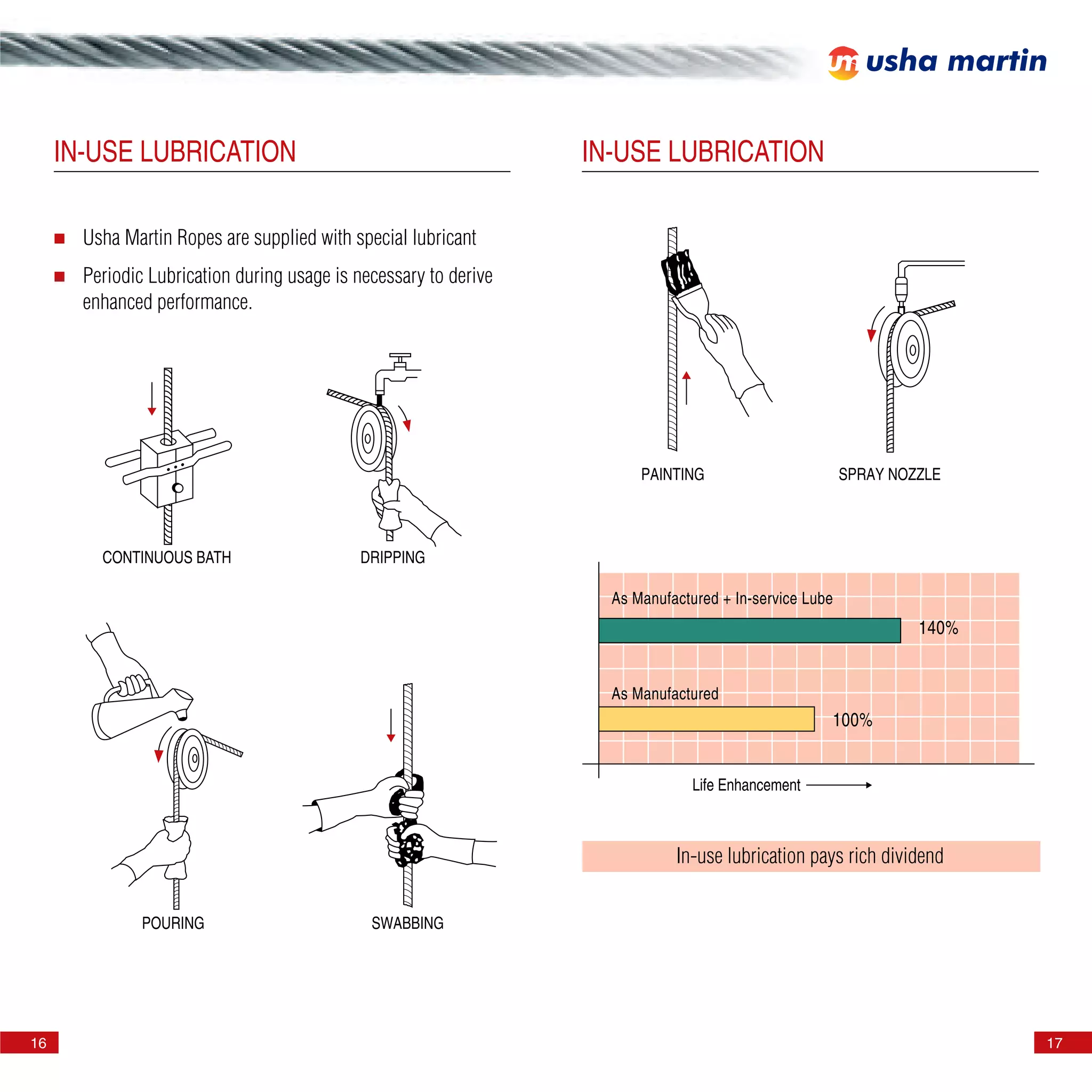
- 10. IN-USE LUBRICATION IN-USE LUBRICATION n Usha Martin Ropes are supplied with special lubricant n Periodic Lubrication during usage is necessary to derive enhanced performance. PAINTING SPRAY NOZZLE CONTINUOUS BATH DRIPPING As Manufactured + In-service Lube 140% As Manufactured 100% Life Enhancement In-use lubrication pays rich dividend POURING SWABBING 16 17
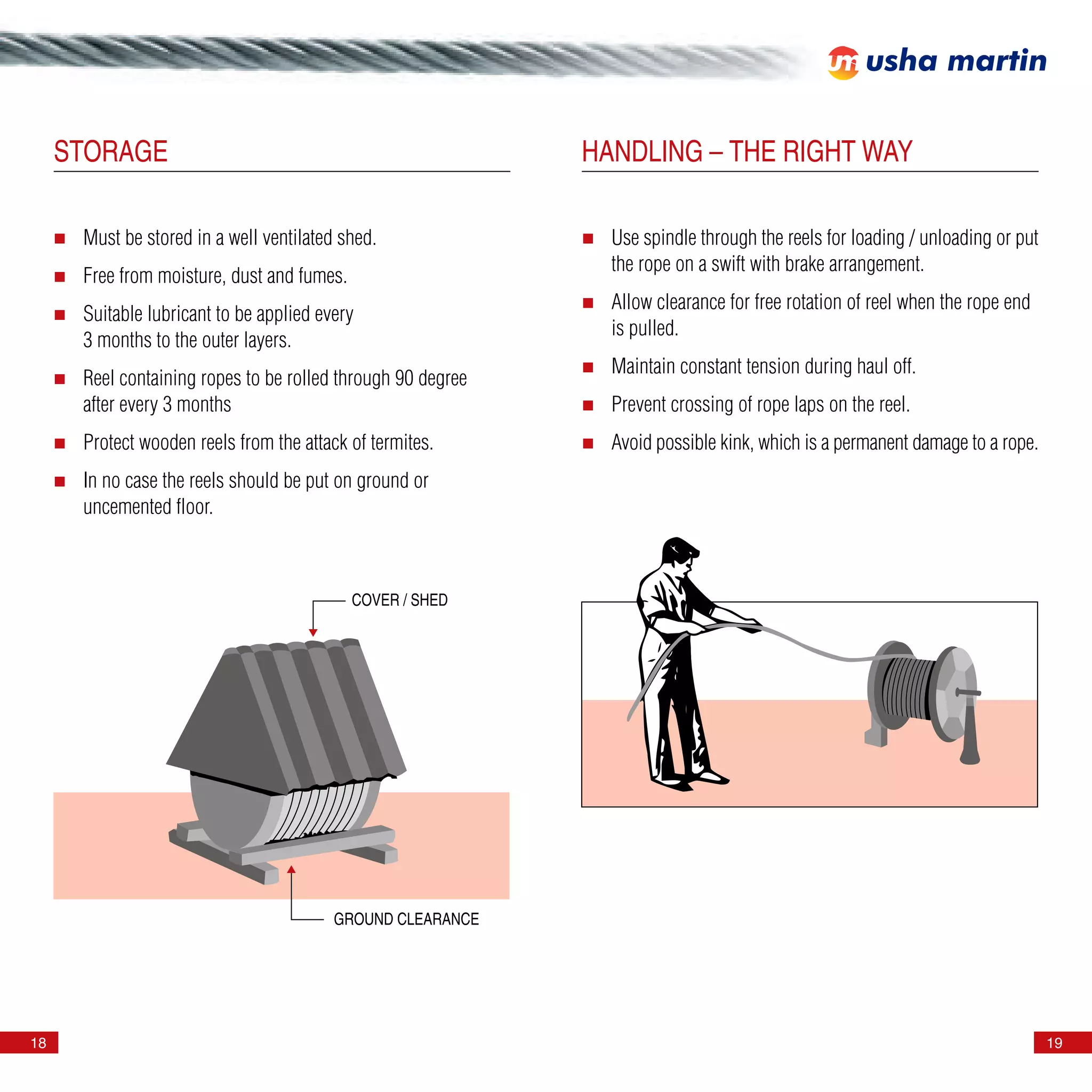
- 11. STORAGE HANDLING – THE RIGHT WAY n Must be stored in a well ventilated shed. n Use spindle through the reels for loading / unloading or put the rope on a swift with brake arrangement. n Free from moisture, dust and fumes. n Allow clearance for free rotation of reel when the rope end n Suitable lubricant to be applied every is pulled. 3 months to the outer layers. n Maintain constant tension during haul off. n Reel containing ropes to be rolled through 90 degree after every 3 months n Prevent crossing of rope laps on the reel. n Protect wooden reels from the attack of termites. n Avoid possible kink, which is a permanent damage to a rope. n In no case the reels should be put on ground or uncemented floor. COVER / SHED GROUND CLEARANCE 18 19
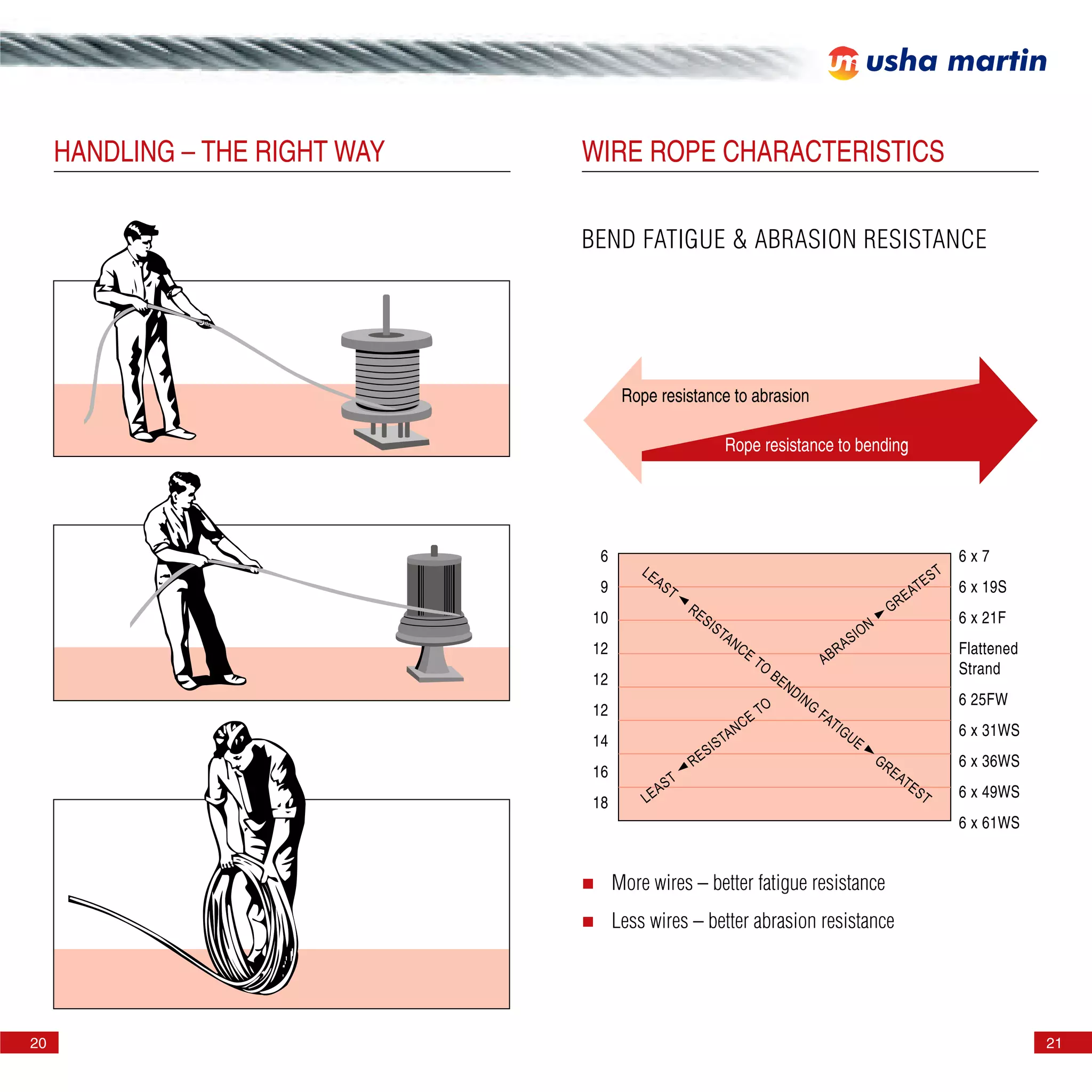
- 12. HANDLING – THE RIGHT WAY WIRE ROPE CHARACTERISTICS BEND FATIGUE & ABRASION RESISTANCE Rope resistance to abrasion Rope resistance to bending 6 6x7 LE S T AS TE 9 T 6 x 19S EA RE GR 10 SI ST N 6 x 21F AN S IO 12 CE RA Flattened TO AB BE Strand 12 ND IN 6 25FW TO G 12 E FA TIG NC 6 x 31WS 14 TA UE S IS RE GR EA 6 x 36WS 16 T TE S L EA ST 6 x 49WS 18 6 x 61WS n More wires – better fatigue resistance n Less wires – better abrasion resistance 20 21
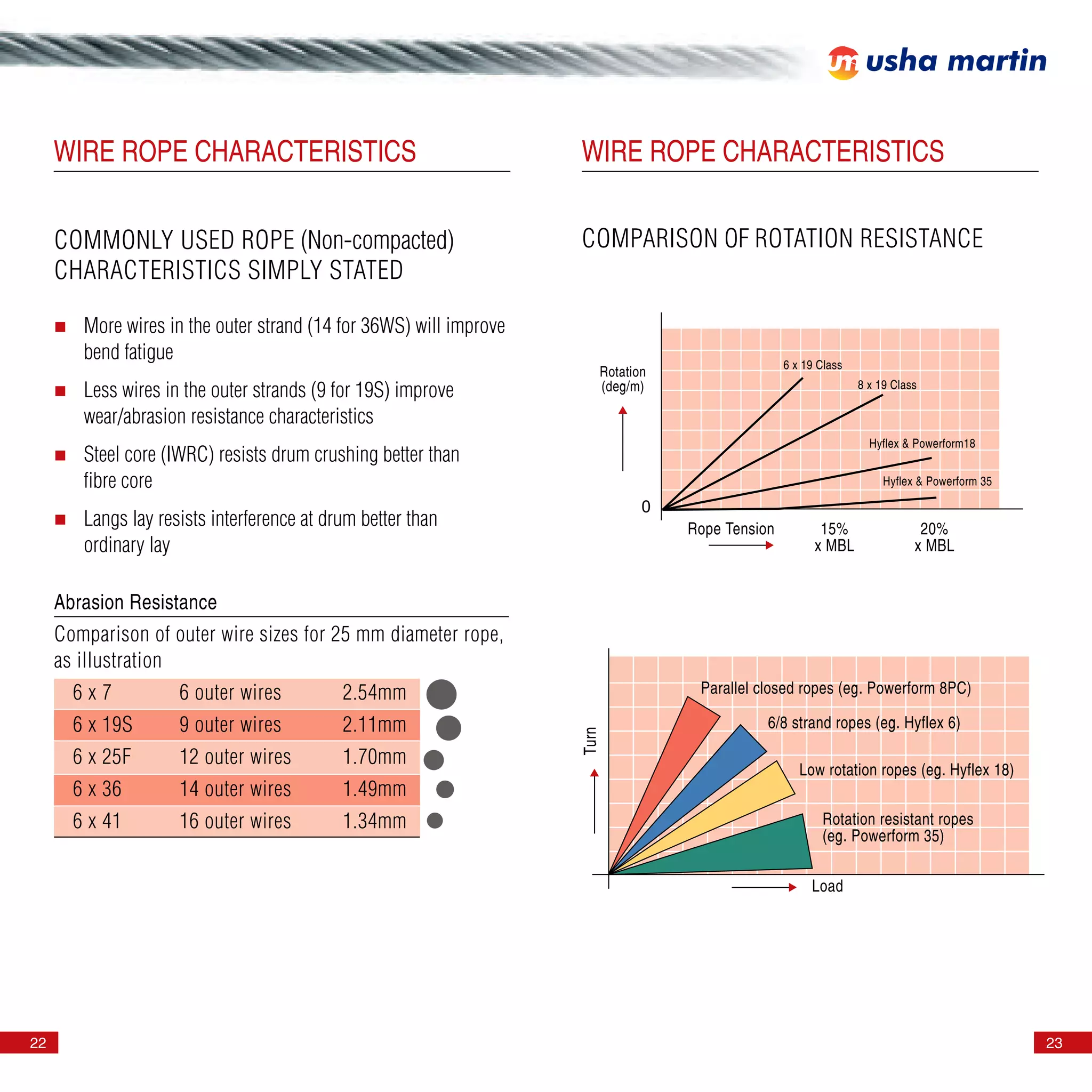
- 13. WIRE ROPE CHARACTERISTICS WIRE ROPE CHARACTERISTICS COMMONLY USED ROPE (Non-compacted) COMPARISON OF ROTATION RESISTANCE CHARACTERISTICS SIMPLY STATED n More wires in the outer strand (14 for 36WS) will improve bend fatigue 6 x 19 Class Rotation (deg/m) 8 x 19 Class n Less wires in the outer strands (9 for 19S) improve wear/abrasion resistance characteristics Hyflex & Powerform18 n Steel core (IWRC) resists drum crushing better than fibre core Hyflex & Powerform 35 0 n Langs lay resists interference at drum better than Rope Tension 15% 20% ordinary lay x MBL x MBL Abrasion Resistance Comparison of outer wire sizes for 25 mm diameter rope, as illustration 6x7 6 outer wires 2.54mm Parallel closed ropes (eg. Powerform 8PC) 6 x 19S 9 outer wires 2.11mm 6/8 strand ropes (eg. Hyflex 6) Turn 6 x 25F 12 outer wires 1.70mm Low rotation ropes (eg. Hyflex 18) 6 x 36 14 outer wires 1.49mm 6 x 41 16 outer wires 1.34mm Rotation resistant ropes (eg. Powerform 35) Load 22 23
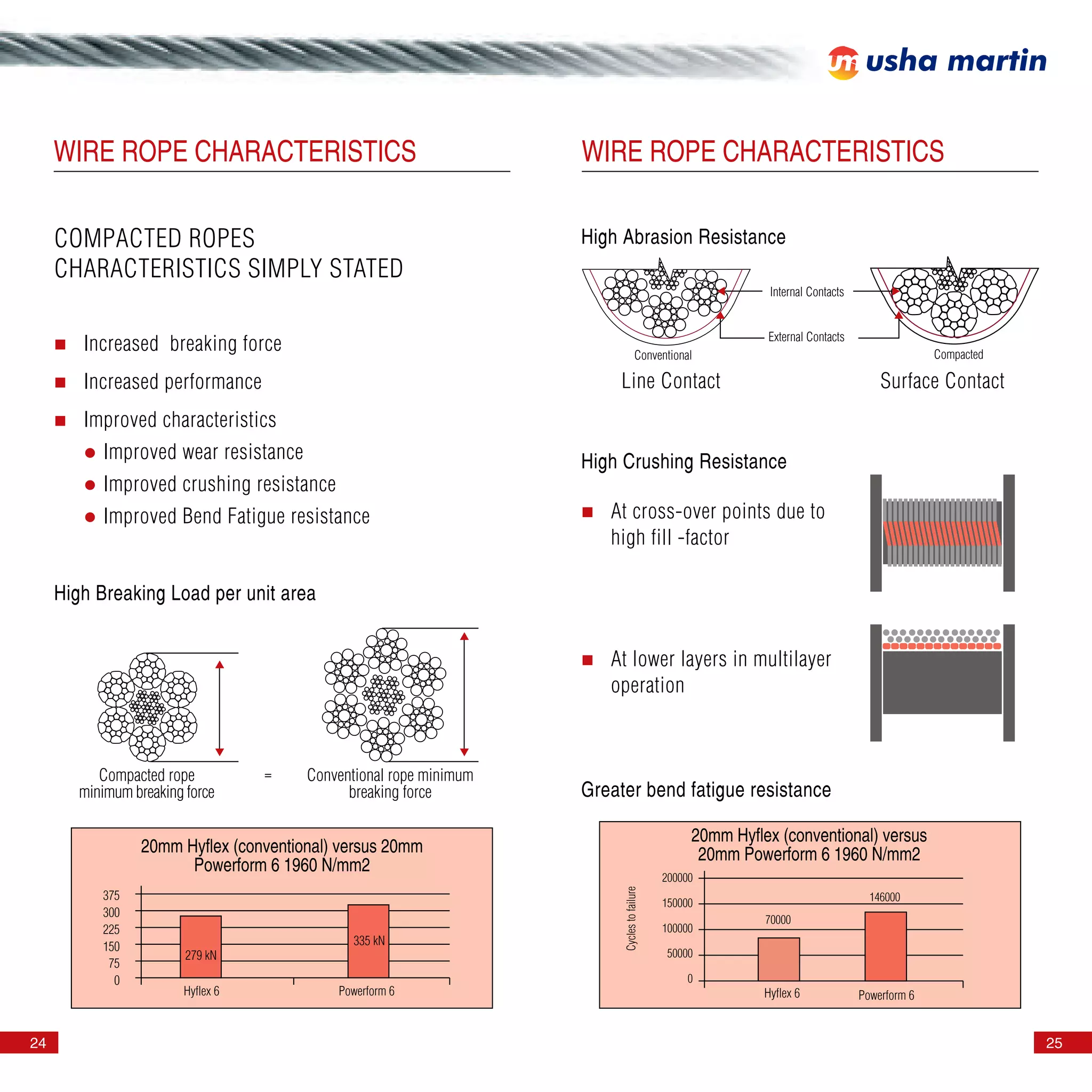
- 14. WIRE ROPE CHARACTERISTICS WIRE ROPE CHARACTERISTICS COMPACTED ROPES High Abrasion Resistance CHARACTERISTICS SIMPLY STATED Internal Contacts External Contacts n Increased breaking force Conventional Compacted n Increased performance Line Contact Surface Contact n Improved characteristics l Improved wear resistance High Crushing Resistance l Improved crushing resistance l Improved Bend Fatigue resistance n At cross-over points due to high fill -factor High Breaking Load per unit area n At lower layers in multilayer operation Compacted rope = Conventional rope minimum minimum breaking force breaking force Greater bend fatigue resistance 20mm Hyflex (conventional) versus 20mm Hyflex (conventional) versus 20mm 20mm Powerform 6 1960 N/mm2 Powerform 6 1960 N/mm2 200000 Cycles to failure 375 146000 150000 300 70000 225 100000 150 335 kN 279 kN 50000 75 0 0 Hyflex 6 Powerform 6 Hyflex 6 Powerform 6 24 25
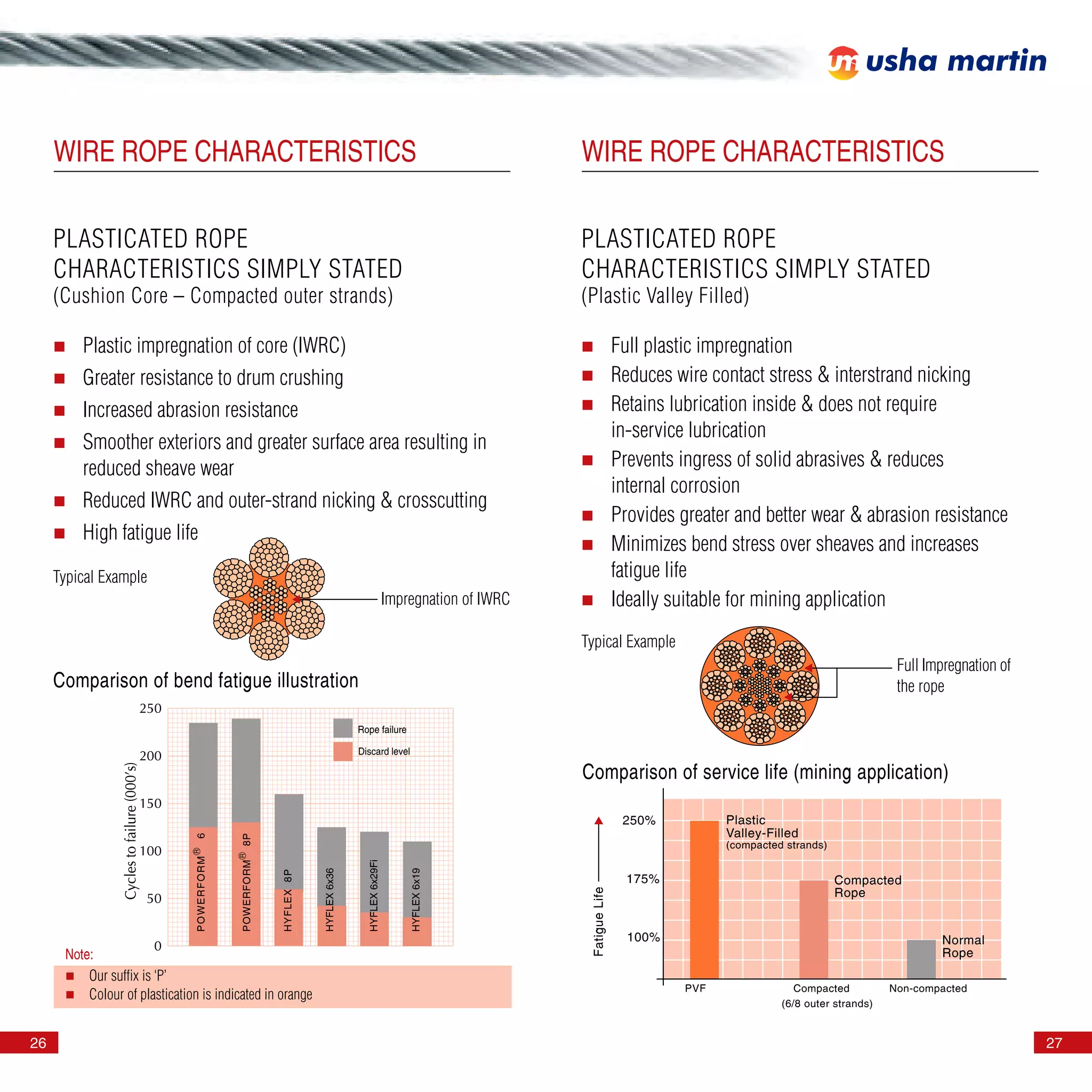
- 15. WIRE ROPE CHARACTERISTICS WIRE ROPE CHARACTERISTICS PLASTICATED ROPE PLASTICATED ROPE CHARACTERISTICS SIMPLY STATED CHARACTERISTICS SIMPLY STATED (Cushion Core – Compacted outer strands) (Plastic Valley Filled) n Plastic impregnation of core (IWRC) n Full plastic impregnation n Greater resistance to drum crushing n Reduces wire contact stress & interstrand nicking n Increased abrasion resistance n Retains lubrication inside & does not require in-service lubrication n Smoother exteriors and greater surface area resulting in reduced sheave wear n Prevents ingress of solid abrasives & reduces internal corrosion n Reduced IWRC and outer-strand nicking & crosscutting n Provides greater and better wear & abrasion resistance n High fatigue life n Minimizes bend stress over sheaves and increases Typical Example fatigue life Impregnation of IWRC n Ideally suitable for mining application Typical Example Full Impregnation of Comparison of bend fatigue illustration the rope 250 Rope failure Discard level 200 Comparison of service life (mining application) Cycles to failure (000's) 150 250% Plastic Valley-Filled 6 8P (compacted strands) 100 POWERFORM HYFLEX 6x29Fi POWERFORM HYFLEX 6x36 HYFLEX 6x19 HYFLEX 8P 175% Compacted Fatigue Life 50 Rope 100% Normal 0 Rope Note: n Our suffix is ‘P’ PVF Compacted Non-compacted n Colour of plastication is indicated in orange (6/8 outer strands) 26 27
- 16. TYPES OF TYPICAL FAILURES TYPES OF TYPICAL FAILURES TERMINATION FAILURE SHOCK LOADING ABRASION FATIGUE FAILURE THERMAL DAMAGE CORROSION BIRDCAGE 28 29
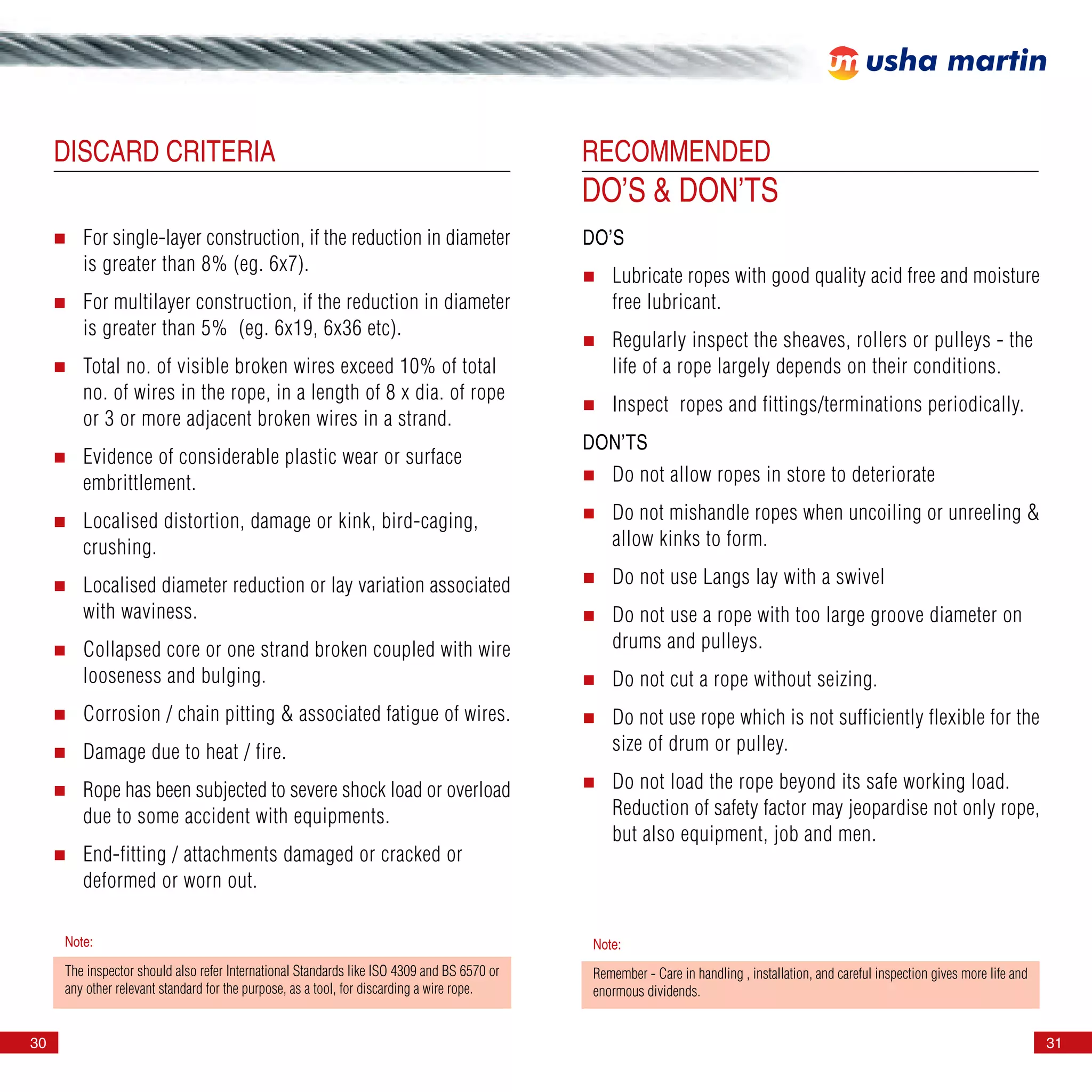
- 17. DISCARD CRITERIA RECOMMENDED DO’S & DON'TS n For single-layer construction, if the reduction in diameter DO’S is greater than 8% (eg. 6x7). n Lubricate ropes with good quality acid free and moisture n For multilayer construction, if the reduction in diameter free lubricant. is greater than 5% (eg. 6x19, 6x36 etc). n Regularly inspect the sheaves, rollers or pulleys - the n Total no. of visible broken wires exceed 10% of total life of a rope largely depends on their conditions. no. of wires in the rope, in a length of 8 x dia. of rope n Inspect ropes and fittings/terminations periodically. or 3 or more adjacent broken wires in a strand. DON’TS n Evidence of considerable plastic wear or surface embrittlement. n Do not allow ropes in store to deteriorate n Localised distortion, damage or kink, bird-caging, n Do not mishandle ropes when uncoiling or unreeling & crushing. allow kinks to form. n Localised diameter reduction or lay variation associated n Do not use Langs lay with a swivel with waviness. n Do not use a rope with too large groove diameter on n Collapsed core or one strand broken coupled with wire drums and pulleys. looseness and bulging. n Do not cut a rope without seizing. n Corrosion / chain pitting & associated fatigue of wires. n Do not use rope which is not sufficiently flexible for the n Damage due to heat / fire. size of drum or pulley. n Rope has been subjected to severe shock load or overload n Do not load the rope beyond its safe working load. due to some accident with equipments. Reduction of safety factor may jeopardise not only rope, but also equipment, job and men. n End-fitting / attachments damaged or cracked or deformed or worn out. Note: Note: The inspector should also refer International Standards like ISO 4309 and BS 6570 or Remember - Care in handling , installation, and careful inspection gives more life and any other relevant standard for the purpose, as a tool, for discarding a wire rope. enormous dividends. 30 31
- 18. ACCREDITATIONS AND CERTIFICATIONS
- 19. ACCREDITATION ACCREDITATION 34 35
- 20. ACCREDITATION ACCREDITATION 36 37
- 21. ACCREDITATION ACCREDITATION 38 39
- 22. CONSTRUCTION OF WIRE ROPES
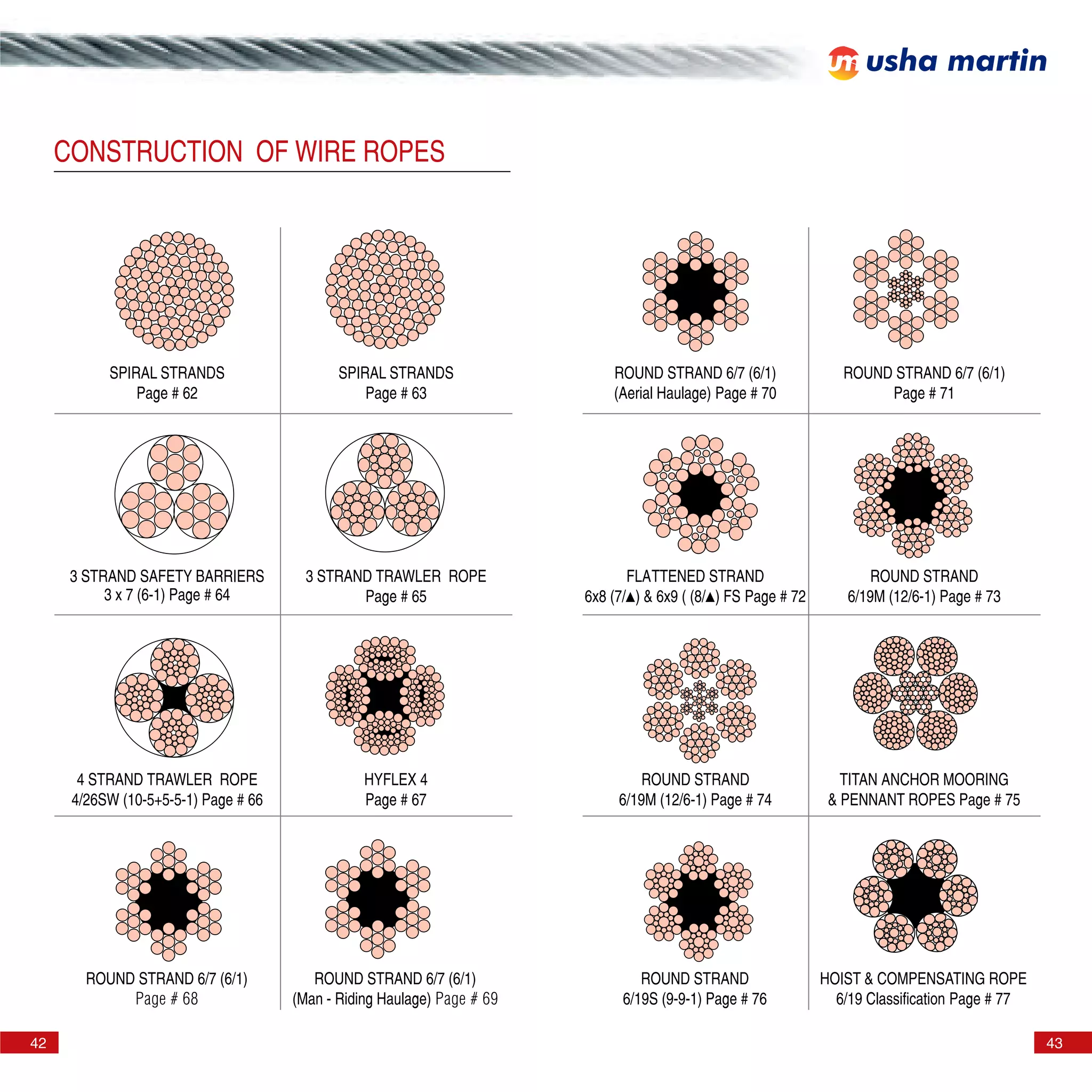
- 23. CONSTRUCTION OF WIRE ROPES SPIRAL STRANDS SPIRAL STRANDS ROUND STRAND 6/7 (6/1) ROUND STRAND 6/7 (6/1) Page # 62 Page # 63 (Aerial Haulage) Page # 70 Page # 71 3 STRAND SAFETY BARRIERS 3 STRAND TRAWLER ROPE FLATTENED STRAND ROUND STRAND 3 x 7 (6-1) Page # 64 Page # 65 6x8 (7/ ) & 6x9 ( (8/ ) FS Page # 72 6/19M (12/6-1) Page # 73 4 STRAND TRAWLER ROPE HYFLEX 4 ROUND STRAND TITAN ANCHOR MOORING 4/26SW (10-5+5-5-1) Page # 66 Page # 67 6/19M (12/6-1) Page # 74 & PENNANT ROPES Page # 75 ROUND STRAND 6/7 (6/1) ROUND STRAND 6/7 (6/1) ROUND STRAND HOIST & COMPENSATING ROPE Page # 68 (Man - Riding Haulage) Page # 69 6/19S (9-9-1) Page # 76 6/19 Classification Page # 77 42 43
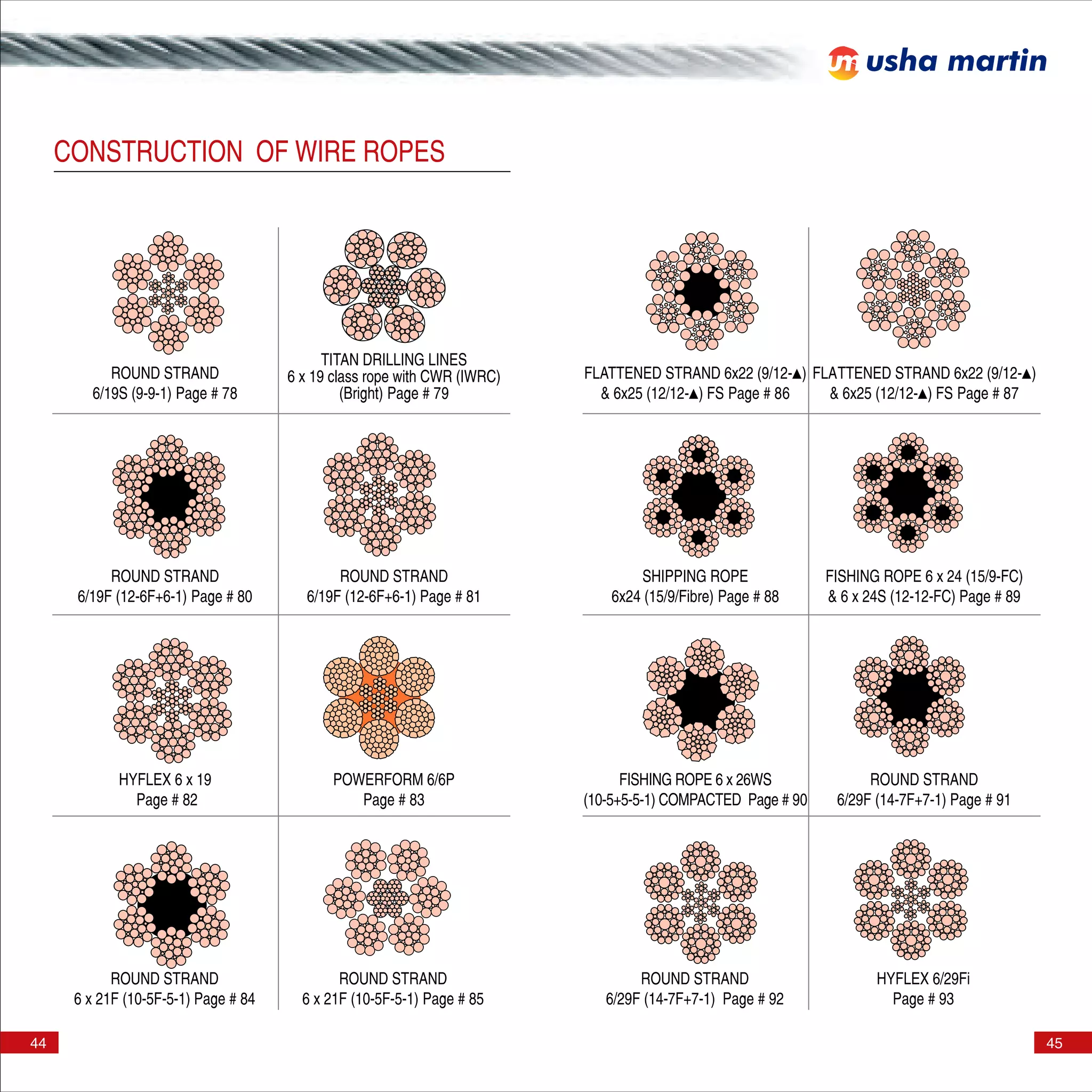
- 24. CONSTRUCTION OF WIRE ROPES TITAN DRILLING LINES ROUND STRAND 6 x 19 class rope with CWR (IWRC) FLATTENED STRAND 6x22 (9/12- ) FLATTENED STRAND 6x22 (9/12- ) 6/19S (9-9-1) Page # 78 (Bright) Page # 79 & 6x25 (12/12- ) FS Page # 86 & 6x25 (12/12- ) FS Page # 87 ROUND STRAND ROUND STRAND SHIPPING ROPE FISHING ROPE 6 x 24 (15/9-FC) 6/19F (12-6F+6-1) Page # 80 6/19F (12-6F+6-1) Page # 81 6x24 (15/9/Fibre) Page # 88 & 6 x 24S (12-12-FC) Page # 89 HYFLEX 6 x 19 POWERFORM 6/6P FISHING ROPE 6 x 26WS ROUND STRAND Page # 82 Page # 83 (10-5+5-5-1) COMPACTED Page # 90 6/29F (14-7F+7-1) Page # 91 ROUND STRAND ROUND STRAND ROUND STRAND HYFLEX 6/29Fi 6 x 21F (10-5F-5-1) Page # 84 6 x 21F (10-5F-5-1) Page # 85 6/29F (14-7F+7-1) Page # 92 Page # 93 44 45
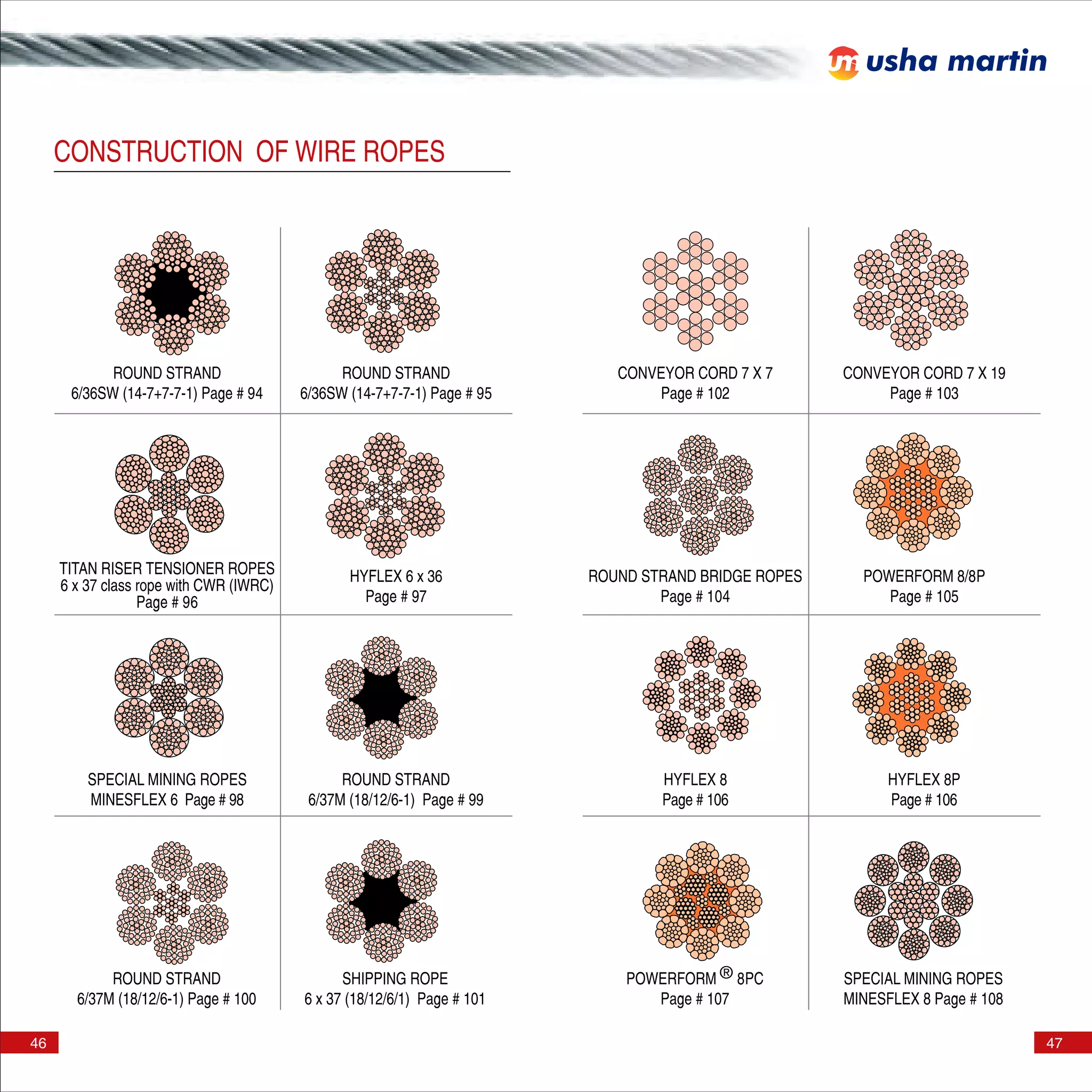
- 25. CONSTRUCTION OF WIRE ROPES ROUND STRAND ROUND STRAND CONVEYOR CORD 7 X 7 CONVEYOR CORD 7 X 19 6/36SW (14-7+7-7-1) Page # 94 6/36SW (14-7+7-7-1) Page # 95 Page # 102 Page # 103 TITAN RISER TENSIONER ROPES HYFLEX 6 x 36 ROUND STRAND BRIDGE ROPES POWERFORM 8/8P 6 x 37 class rope with CWR (IWRC) Page # 96 Page # 97 Page # 104 Page # 105 SPECIAL MINING ROPES ROUND STRAND HYFLEX 8 HYFLEX 8P MINESFLEX 6 Page # 98 6/37M (18/12/6-1) Page # 99 Page # 106 Page # 106 ROUND STRAND SHIPPING ROPE POWERFORM ® 8PC SPECIAL MINING ROPES 6/37M (18/12/6-1) Page # 100 6 x 37 (18/12/6/1) Page # 101 Page # 107 MINESFLEX 8 Page # 108 46 47
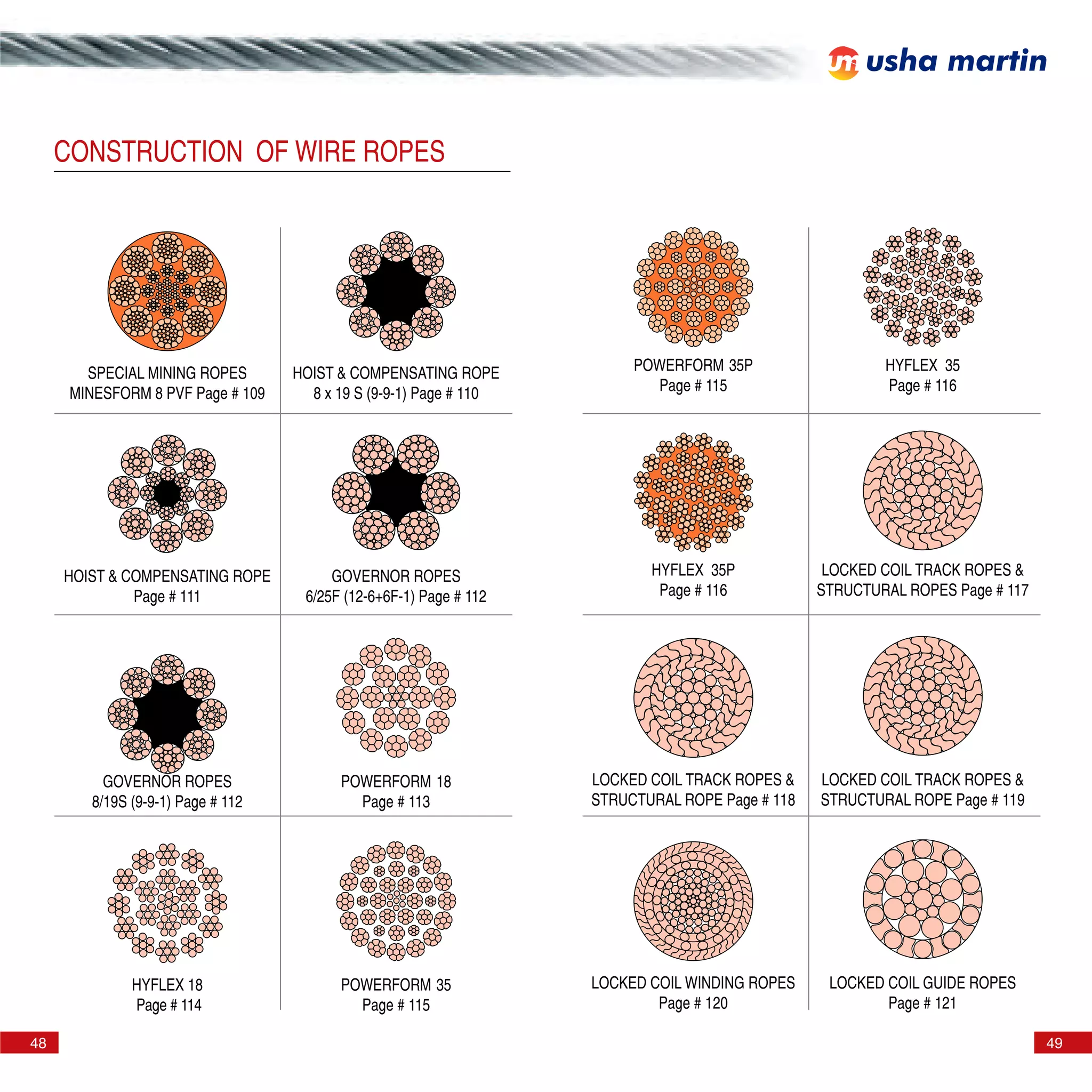
- 26. CONSTRUCTION OF WIRE ROPES SPECIAL MINING ROPES HOIST & COMPENSATING ROPE POWERFORM 35P HYFLEX 35 MINESFORM 8 PVF Page # 109 8 x 19 S (9-9-1) Page # 110 Page # 115 Page # 116 HOIST & COMPENSATING ROPE GOVERNOR ROPES HYFLEX 35P LOCKED COIL TRACK ROPES & Page # 111 6/25F (12-6+6F-1) Page # 112 Page # 116 STRUCTURAL ROPES Page # 117 GOVERNOR ROPES POWERFORM 18 LOCKED COIL TRACK ROPES & LOCKED COIL TRACK ROPES & 8/19S (9-9-1) Page # 112 Page # 113 STRUCTURAL ROPE Page # 118 STRUCTURAL ROPE Page # 119 HYFLEX 18 POWERFORM 35 LOCKED COIL WINDING ROPES LOCKED COIL GUIDE ROPES Page # 114 Page # 115 Page # 120 Page # 121 48 49
- 28. GENERAL ENGINEERING OIL FIELD Construction Page ref. Construction Page ref. 6x7&7x7 68, 71 TITAN Anchor 6 x 19M 73, 74 Mooring 75 6 x 19F 80, 81 TITAN Drilling Lines 79 6 x 19S 76, 78 TITAN Riser Tensioner 96 6 x 29F 91, 92 35 x 7 for cranes 116 6 x 36SW 94, 95 6 x 37M 99, 100 CRANE FISHING Construction Page ref. Construction Page ref. Powerform 35/35P 115 3-Strand 65 Hyflex 35/35P 116 4-Strand 66 Powerform 18 113 6x7 68 Hyflex 18 114 6 x 19S 76 Powerform 6/6P 83 6 x 19M 73 Powerform 8/8P 105 6 x 21F 84 Hyflex 8/8P 106 6 x 24 ( 15/9/FC) 89 Powerform 8PC 107 6 x 24S (12/12/FC) 89 Hyflex 4 67 6 x 26WS Hyflex 6 x 36 97 compacted 90 Hyflex 6 x 19 82 Hyflex 6 x 29F 93 52 53
- 29. MINING ELEVATOR Construction Page ref. Construction Page ref. 6 x 7 Winding 69 6 x 19F (CFN) 77 6 x 7 Haulage 68 8 x 19S (CFN) 110 6 x 8FS 72 8 x 19S + IWRC 111 6 x 22 / 6 x 25FS 86, 87 (8 x 7 + CF) Locked Coil Winding 120 Governor Rope 112 Half-locked Guide 121 6 x 36SW 95 Minesflex 6 98 Minesflex 8 108 STRUCTURAL Minesform 8PVF 109 Construction Page ref. 3 x 7 Safety Barriers 64 AERIAL ROPEWAY 7 x 37 104 Spiral Strand 62, 63 Construction Page ref. Locked Coil 117 - 119 6 x 7 Haulage 70 6 x 19S 76 6 x 8FS 72 Full Locked Coil Track 117 - 119 CONVEYOR CORDS SHIPPING Construction Page ref. 7x7 102 Construction Page ref. 7 x 19 103 6 x 37 101 6 x 24 88 54 55
- 30. CONSOLIDATED READY RECKONER
- 31. CONSOLIDATED READY RECKONER Gen. Engg. Gen. Engg. Spl. Crane Spl. Crane Structural Structural Shipping Shipping Oil Field Oil Field Elevator Elevator Rope Fishing Rope Fishing Mining Mining Aerial Aerial Page No. Page No. Description Description 1x19-1x547 62, 63 6x36SW Steel 75, 95 3x7 64 Hyflex 6x36 97 3x19S-3x31SW 65 Minesflex 6 98 4x26SW 66 6x37M FMC 96, 99, 100 Hyflex 4 67 6x37M Steel 101 6x7FMC 68 - 70 7x7 102 6x7 Steel 71 7x19 103 6x8FS 72 7x37 104 6x19M FMC 73 Powerform 8/8P 105 6x19M Steel 74 Hyflex 8/8P 106 6x19S FMC 76, 77 Powerform 8PC 107 6x19S Steel 78, 79 Minesflex 8 108 6x19F FMC 80, 112 Minesflex 8PVF 109 6x19F Steel 81 8x19S 110-112 Hyflex 6x19 82 Powerform 18 113 Powerform 6/6P 83 Hyflex 18 114 6x21F 84, 85 Powerform 35/35P 115 6x22-6x25FS 86, 87 Hyflex 35/35P 116 6x24 88, 89 LCTR & LCBR 117-119 6x26SW 90 LCWR 120 6x29F 91, 92 LCGR 121 Hyflex 6/29Fi 93 Note: 6x36SW FMC 94 n Conveyor Cords only. 58 59
- 32. ROPE D E TA I L S
- 33. SPIRAL STRANDS SPIRAL STRANDS NOMINAL APPROX. MINIMUM BREAKING FORCE NOMINAL APPROX. MINIMUM BREAKING FORCE CONSTR. ROPE DIA MASS 1570 N/mm2 CONSTR. ROPE DIA MASS 1570 N/mm2 1770 N/mm2 1770 N/mm2 mm Kg./100m kN kN mm Kg./100m kN kN 1x19 11 58.7 99.9 113 1 x 91 40 771 1280 1450 13 82.0 140 157 42 850 1410 1590 14.5 102 174 196 45 976 1620 1830 16 124 211 238 48 1110 1850 2080 19 175 298 336 51 1250 2090 2350 1x37 22 234 390 439 54 1400 2340 26 327 544 614 57 1570 2610 29 407 677 763 60 1730 2890 64 1970 3280 32 495 824 930 66 2100 3490 35 593 986 38 698 1160 1 x 127 68 2230 3710 4180 42 853 1420 ... 547 71 2430 4040 4560 74 2640 4390 4950 1x61 20 193 322 363 77 2860 4750 5360 22 234 389 439 80 3080 5130 5790 26 327 544 613 84 3400 5660 6380 29 406 676 762 87 3650 6070 6840 32 495 823 928 90 3900 6500 7320 35 592 985 1110 92 4080 6790 7650 38 698 1160 1310 96 4440 7390 8330 42 852 1420 103 5110 8510 9590 45 978 1630 n Special requirements on breaking forces can also be met. 48 1110 1850 n Spiral Strands may be provided conforming to various relevant national 50 1210 2010 and international standards to suit customer needs. 51 1260 2090 n Spiral Strands can also be provided in sizes and constructions not included 52 1310 2170 in the table above. 54 1410 2340 n Special requirements on breaking forces can also be met. n Spiral Strands may be provided conforming to various relevant national and international standards to suit customer needs. n Spiral Strands can also be provided in sizes and constructions not included in the table above. 62 63
- 34. 3 STRAND SAFETY BARRIERS 3 STRAND TRAWLER ROPE 3 x 7 (6-1) NOM. NOM. MINIMUM BREAKING FORCE ROPE APPROX. ROPE APPROX. MINIMUM BREAKING FORCE DIA MASS DIA MASS 1570 N/mm2 Kg./100m mm Kg./100m kN mm kN 19 116 173.6 12 52.6 84 14 72.2 115 16 91.8 146 Supplied as Pre-stretched Lay - Right Hand 18 115 185 Coating - Galvanised Class – A (normal coating mass of 230 gm/m2) 20 147 230 may also be supplied with coating mass of 400 gm/m2. 22 175 276 24 211 329 26 241 386 Typical 28 281 447 Applications: 30 322 513 32 366 573 Note: 3 The following are the constructions available for each diameter. 1 Diameter tolerance -1, +4%. All ropes are galvanised. Diameter Constructions 12 mm 3 x 19 S 14 mm 3 x 19 S 16 mm 3 x 19S, 3 x 26SW & 3 x 31SW 18 mm 3 x 19S, 3 x 26SW & 3 x 31SW 2 20 mm 3 x 19S, 3 x 26SW & 3 x 31SW 4 22 mm 3 x 19S, 3 x 26SW & 3 x 31SW 1. Water Fronts 24 mm 3 x 19S, 3 x 26SW & 3 x 31SW 2. Crossings 26 mm 3 x 26SW & 3 x 31SW 3. Turnings 28 mm 3 x 26SW & 3 x 31SW 4. Hair Pin Bends 30 mm 3 x 26SW & 3 x 31SW 5. Khuds 32 mm 3 x 26SW & 3 x 31SW 6. R.O. Bs/ Approaches 5 6 64 65
- 35. 4 STRAND TRAWLER ROPE HYFLEX 4 4/26SW (10-5+5-5-1) NOM. APPROX. MINIMUM BREAKING FORCE NOM. NOM. MINIMUM BREAKING FORCE APPROX. ROPE MASS ROPE ROPE 1570 N/mm2 MASS 1770 N/mm2 1960 N/mm2 DIA Kg./100m DIA DIA mm FIBRE kN mm in Kg./100m kN kN 12 56.9 82.1 10 44.8 64.0 69.4 14 77.4 112 12 65.4 92.3 99.9 16 100 146 14 88.8 125.5 136.5 18 126 185 16 5/8 117 164.5 177.4 20 156 228 18 149 207.5 224.5 22 188 275 19 3/4 167 231.5 250.5 24 224 328 26 263 385 20 183 256.5 277.5 28 305 446 22 214 310 336 30 350 512 7/8 218 317 343 32 398 583 24 253 369 400 25 275 399 432 1 284 413 448 Note: 26 298 433 469 n All intermediate sizes are also available. 28 346 502 544 n All Ropes are galvanised. 30 398 576 624 32 1.1/4 456 656 689 34 512 740 802 36 574 830 898 38 1.1/2 640 924 1002 40 709 1002 1082 42 782 1102 1192 44 859 1212 1312 45 898 1272 1372 Note: Rope Sizes and Breaking Force not shown in the standard table, may be available on request and prior confirmation. 66 67
- 36. ROUND STRAND 6/7 (6/1) ROUND STRAND 6/7 (6/1) (Man – Riding Haulage) NOM. APPROX. MINIMUM BREAKING FORCE NOM. APPROX. MINIMUM BREAKING FORCE ROPE MASS ROPE MASS DIA Kg./100m 1570 N/mm2 1770 N/mm2 1960 N/mm2 DIA Kg./100m 1570 N/mm2 1770 N/mm2 1960 N/mm2 mm FIBRE CORE kN kN kN mm FIBRE CORE kN kN kN 3 3.22 4.7 5.3 5.9 13 60.4 88.1 99.4 110 4 5.72 8.3 9.4 10.4 14 70.1 102 115 128 5 8.94 13.0 14.7 16 16 91.5 134 151 167 6 12.9 18.8 21.1 23 18 116 169 191 211 8 22.9 33.4 37.6 42 19 129 188 212 235 9 28.9 42.2 47.6 53 20 143 209 235 260 10 35.7 52.2 58.8 65 21 158 230 259 287 11 43.2 63.1 71.1 79 22 173 252 285 315 12 51.5 75.1 84.7 94 24 206 300 339 375 13 60.4 88.1 99.4 110 25 223 326 367 407 14 70.1 102 115 127 26 242 353 397 440 16 91.5 134 151 167 27 261 380 429 475 18 116 169 191 212 28 280 409 461 510 20 143 209 235 260 29 301 439 495 548 22 173 252 285 316 24 206 300 339 375 Note: 26 242 353 397 440 All intermediate sizes are also available 28 280 409 461 510 32 366 534 602 667 36 463 676 762 844 40 572 835 941 1042 Note: All intermediate sizes are also available 68 69
- 37. ROUND STRAND 6/7 (6/1) ROUND STRAND 6/7 (6/1) (Aerial Haulage) NOM. APPROX. MINIMUM BREAKING FORCE NOM. APPROX. MINIMUM BREAKING FORCE ROPE MASS ROPE MASS DIA Kg./100m 1420 N/mm2 1570 N/mm2 1770 N/mm2 DIA Kg./100m 1570 N/mm2 1770 N/mm2 1960 N/mm2 mm FIBRE CORE kN kN kN mm STEEL CORE kN kN kN 8 22.9 30 33 38 3 3.54 5.1 5.7 6.3 10 35.7 47 52 59 4 6.29 9.0 10.2 11.3 12 51.5 68 75 85 5 9.83 14.0 15.9 17.6 14 70.1 92 102 115 6 14.2 20.0 22.9 25.0 16 91.5 121 134 151 8 25.2 36.1 40.6 45.0 18 116 153 169 191 9 31.8 45.6 51.4 57.0 20 143 189 209 235 10 39.3 56.3 63.5 70.0 22 173 228 252 285 11 47.5 68.2 76.8 85.0 26 242 319 353 397 12 56.7 81.1 91.5 101 28 280 370 409 461 13 66.4 95.2 107 118 32 366 483 534 602 14 77.1 110 124 137 36 463 611 676 762 16 101 144 163 180 38 516 681 753 849 18 128 183 206 228 40 572 755 834 941 20 157 225 254 281 22 190 273 307 340 Note: 24 227 324 366 405 All intermediate sizes are also available 26 266 381 429 475 28 308 441 498 551 32 403 577 650 720 36 509 730 823 911 40 629 901 1010 1118 Note: All intermediate sizes are also available 70 71
- 38. FLATTENED STRAND ROUND STRAND 6 x 8(7/ ) & 6 x 9 (8/ )FS 6/19M (12/6-1) NOM. APPROX. MINIMUM BREAKING FORCE NOM. APPROX. MINIMUM BREAKING FORCE ROPE MASS ROPE MASS DIA Kg./100m 1420 N/mm2 1570 N/mm2 1770 N/mm2 DIA Kg./100m 1570 N/mm2 1770 N/mm2 1960 N/mm2 mm FIBRE CORE kN kN kN mm FIBRE CORE kN kN kN 8 26.20 33 36 41 3 3.11 4.3 4.9 5.4 9 33.20 42 46 52 4 5.54 7.7 8.7 9.6 10 41.00 51 57 64 6 12.50 17 20 22 11 49.60 62 69 78 8 22.10 31 35 39 12 59.00 74 82 92 10 34.60 48 54 60 13 69.30 87 96 108 12 49.80 69 78 87 14 80.40 101 111 126 12.7 56.40 77 87 97 16 105.00 132 145 164 14 67.80 95 107 118 18 133.00 167 184 208 16 88.60 124 139 154 19 148.00 186 205 231 18 112.00 156 176 195 20 164.00 206 227 256 19 125.00 174 196 217 22 198.00 249 275 310 20 138.00 193 218 241 24 236.00 296 327 369 22 167.00 234 263 292 25 256.00 321 355 400 24 199.00 278 313 347 26 277.00 347 384 433 25 215.92 301 340 376 28 321.00 403 446 502 26 234.00 326 368 407 29 345.00 432 478 539 28 271.00 378 426 472 32 420.00 526 582 656 30 311.00 434 490 542 33 446.00 560 619 698 32 354.00 494 557 617 35 502.00 630 696 785 34 400.00 557 629 697 36 531.00 666 737 830 36 448.00 625 705 781 37 561.00 704 778 877 38 500.00 697 785 870 38 592.00 742 821 925 40 554.00 772 870 964 40 656.00 822 909 1025 Note: All intermediate sizes are also available Note: All intermediate sizes are also available 72 73
- 39. ROUND STRAND TITAN ANCHOR MOORING 6/19M (12/6-1) 6 x 19 and 6 x 37 class rope with CWR (IWRC) Bright or Drawn Galvanised (RRL) NOM. APPROX. MINIMUM BREAKING FORCE MINIMUM BREAKING FORCE (Fmin) NOMINAL ROPE MASS ROPE DIA DIA Kg./100m 1570 N/mm2 1770 N/mm2 1960 N/mm2 EEIPS SUPER TITAN TITAN MAX mm STEEL CORE kN kN kN inch mm kN kN kN 3 3.42 4.6 5.3 5.9 1-1/2 38 1112 4 6.09 8.3 9.4 10.4 1-5/8 42 1300 6 13.8 19 21 23 1-3/4 45 1500 8 24.3 33 38 42 1-7/8 48 1710 10 38.1 52 59 65 2.0 52 1930 2222 12 54.8 75 85 94 2-1/8 54 2170 2492 12.7 63.5 84 95 105 2-1/4 58 2420 2761 14 74.6 102 115 128 2-3/8 60 2690 3063 16 97.4 133 150 167 2-1/2 64 2950 3365 18 123 169 190 211 2-5/8 67 3240 3689 19 137 188 212 235 2-3/4 71 3530 4025 20 152 208 235 260 2-7/8 74 3840 4382 22 184 252 284 315 3.0 77 4160 4751 4940 24 219 300 338 375 3-1/8 80 4490 5120 5320 25 238 325 367 407 3-1/4 83 4830 5512 5730 26 257 352 397 440 3-3/8 87 5180 5903 6138 28 298 409 461 510 3-1/2 90 5520 6294 6665 30 342 469 529 585 3-3/4 96 6270 7029 7255 32 390 534 602 666 4.0 103 7050 7908 34 440 602 680 752 4-1/4 108 8928 36 493 675 761 843 4-1/2 115 9845 38 550 752 848 939 ** Ropes Sizes and Breaking Force not shown in the standard table, may be available on request 40 609 834 940 1041 and prior confirmation. Titan Max is available with special size tolerance and special weight. TYPICAL EXAMPLE Note: Class Construction Nominal Rope Dia All intermediate sizes are also available Rope Strand Inch. mm 6 x 19 6 x 25 F 12-6F-6-1 - 2.1/2 38 - 64 6 x 37 6 x 31 WS 12-6+6-6-1 - 2.1/2 38 - 64 6 x 36 WS 14-7+7-7-1 -3 38 - 77 6 x 41 WS 16-8+8-8-1 - 3.1/2 52 - 90 6 x 49 SWS 16-8+8-8-8-1 - 3.1/2 52 - 90 6 x 46(52) WS 18-9+9-9/6-1 - 4.1/2 77 - 115 74 75
- 40. ROUND STRAND HOIST & COMPENSATING ROPE 6/19S (9-9-1) 6/19 Classification NOM. APPROX. MINIMUM BREAKING FORCE NOM. APPROX. ROPE MASS ROPE MASS MINIMUM BREAKING FORCE (KN) DIA Kg./100m 1570 N/mm2 1770 N/mm2 1960 N/mm2 DIA Kg./100m mm FIBRE CORE kN kN kN mm FIBRE CORE (CFN) 1570 or 1370 / 1770 N/mm2 6 13.4 - 21.1 - 6 12.5 17.80 8 23.8 33.2 37.5 42 6.5 15.3 22.40 10 37.3 52 59 65 8 22.1 31.70 12 53.7 75 84 93 9 29.2 40.20 13 63.0 88 99 110 10 35.2 49.50 14 73.0 102 115 127 11 42.6 59.70 16 95.4 133 150 166 12 50 71.30 18 121 168 190 210 13 60 83.70 19 135 188 211 234 14 71 97.00 20 149 208 234 260 16 90 127.00 22 180 252 284 314 19 127 179.00 24 215 299 337 374 22 170 240.00 25 233 325 366 406 26 252 351 396 439 Note: 28 292 407 459 509 Measured rope diameter will be in the range of +2.5% to +5% of nominal rope 30 335 468 527 584 diameter under no-load condition 32 382 532 600 664 34 431 600 677 750 36 483 673 759 841 38 538 750 846 937 40 596 831 937 1038 42 657 917 1033 1144 44 721 1006 1134 1256 46 788 1099 1240 1373 48 858 1197 1350 1495 50 932 1299 1465 1622 51 970 1351 1524 1688 Note: All intermediate sizes are also available 76 77
- 41. ROUND STRAND TITAN DRILLING LINES 6/19S (9-9-1) 6 x 19 class rope with CWR (IWRC) (Bright) NOM. APPROX. MINIMUM BREAKING FORCE MINIMUM BREAKING FORCE ROPE MASS NOMINAL APPROX. DIA Kg./100m 1570 N/mm2 1770 N/mm2 1960 N/mm2 ROPE DIA MASS EIPS EEIPS mm STEEL CORE kN kN kN Inch. mm Kg./100m kN kN 6 15.0 - 22.8 - 3/4 19 155 262 288 8 26.2 36.0 40.0 45.0 7/8 22 211 354 389 10 41.0 56.0 63.0 70.0 1.0 26 275 460 506 12 59.0 81.0 91.0 101 1 - 1/8 29 348 568 636 13 69.3 95.0 107 118 1 - 1/4 32 430 711 782 14 80.3 110 124 137 16 105 144 162 179 1 - 3/8 35 521 854 943 18 133 182 205 227 1 - 1/2 38 619 1010 1112 19 149 203 228 253 1 - 5/8 42 726 1170 1300 20 164 224 253 280 1 - 3/4 45 844 1360 1500 22 198 272 306 339 1 - 7/8 48 967 1550 1710 24 237 323 364 403 2.0 52 1100 1760 1930 25 256 350 396 438 26 277 379 428 474 28 321 440 496 549 TYPICAL EXAMPLE 30 368 505 570 630 Class Construction Nominal Rope Dia 32 420 575 648 717 Rope Strand Inch. mm 34 474 648 731 810 6 x 19 6 x 19 S 9-9-1 3/4 - 2 19 - 52 36 531 727 820 908 6 x 26 WS 10-5+5-5-1 3/4 - 2 19 - 52 38 592 810 913 1012 40 656 898 1012 1121 42 721 990 1116 1236 44 792 1086 1225 1356 46 865 1187 1339 1482 48 942 1293 1458 1614 50 1022 1403 1582 1751 51 1064 1460 1646 1822 Note: All intermediate sizes are also available 78 79
- 42. ROUND STRAND ROUND STRAND 6/19F (12-6F+6-1) 6/19F (12-6F+6-1) NOM. APPROX. MINIMUM BREAKING FORCE NOM. APPROX. MINIMUM BREAKING FORCE ROPE MASS ROPE MASS DIA Kg./100m 1570 N/mm2 1770 N/mm2 1960 N/mm2 DIA Kg./100m 1570 N/mm2 1770 N/mm2 1960 N/mm2 mm FIBRE CORE kN kN kN mm STEEL CORE kN kN kN 8 24.3 34 38 42 8 26.7 37 41 46 10 38.0 53 60 66 10 41.8 57 65 71 12 54.7 76 86 95 12 60.2 82 93 103 13 64.3 90 101 112 13 70.7 97 109 121 14 74.5 104 117 130 14 82.0 112 127 140 16 97.3 136 153 169 16 107 147 165 183 18 123 172 194 214 18 135 186 209 232 19 137 191 216 239 19 151 206 233 258 20 152 212 239 265 20 167 229 258 286 22 184 257 289 320 22 202 277 312 346 24 219 305 344 381 24 241 330 372 412 26 257 358 404 447 26 283 387 436 483 28 298 416 469 519 28 328 449 506 560 32 389 543 612 678 32 428 586 661 732 34 439 613 691 765 34 484 662 746 826 36 493 687 775 858 36 542 742 837 926 38 549 766 863 956 38 604 827 932 1032 40 608 848 956 1059 40 669 916 1030 1144 44 736 1026 1157 1281 44 810 1110 1250 1384 46 804 1122 1265 1401 46 885 1212 1366 1513 48 876 1222 1377 1525 48 964 1319 1487 1647 52 1028 1434 1616 1790 52 1131 1448 1745 1933 58 1279 1784 2011 2227 58 1407 1927 2172 2403 60 1369 1909 2152 2383 60 1506 2061 2324 2573 64 1557 2172 2448 2711 64 1714 2345 2644 2928 Note: Note: All intermediate sizes are also available All intermediate sizes are also available 80 81